

Spørg en vedligeholdelsesingeniør på en transformerstation, hvilket enkeltstående indgreb der har forhindret de fleste indendørs VCB-fejl i løbet af deres karriere, og svaret er næsten aldrig et større eftersyn eller en komponentudskiftning. Det er smøring - anvendt korrekt, på de rigtige komponenter, med det rigtige materiale og med det rigtige interval. Men på mellemspændingsstationer verden over er smøring af betjeningsmekanismer stadig en af de mest inkonsekvent udførte vedligeholdelsesopgaver i hele MV-pålidelighedsprogrammet. Teams oversmører enten med det forkerte fedt, hvilket skaber forurening, der fremskynder slid, eller undersmører på grund af forsømmelse, hvilket tillader metal-til-metal-kontakt, der gradvist ødelægger præcisionsbearbejdede overflader. Et korrekt udført smøreprogram for en indendørs VCB-driftsmekanisme er ikke en rutinemæssig rengøringsopgave - det er et primært pålidelighedsindgreb, der direkte afgør, om afbryderen udløses på 25 millisekunder eller slet ikke udløses. Denne vejledning giver den komplette tekniske ramme: hvilke komponenter der kræver smøring, hvilke materialer der skal bruges, hvordan man udfører proceduren, og hvordan man opbygger en livscyklusvedligeholdelsesplan, der opretholder transformerstationens pålidelighed over en 30-årig servicehorisont.
Indholdsfortegnelse
- Hvilke komponenter i betjeningsmekanismen kræver smøring i en indendørs VCB?
- Hvilke specifikationer for smøremidler gælder for VCB-mekanismer til mellemspænding?
- Hvordan udfører man en komplet smøreprocedure for betjeningsmekanismen?
- Hvordan laver man en livscyklus-smøreplan for VCB-pålidelighed i understationer?
Hvilke komponenter i betjeningsmekanismen kræver smøring i en indendørs VCB?

Betjeningsmekanismen i en indendørs VCB er et kinematisk præcisionssystem - en omhyggeligt konstrueret sekvens af håndtag, knaster, låse og koblinger, der skal omdanne lagret energi (fjeder eller magnetisk) til en kontrolleret kontaktbevægelse inden for et defineret tidsvindue. Hver friktionsgrænseflade i det system er et potentielt fejlpunkt, og hvert fejlpunkt har et smørebehov. At forstå, hvilke komponenter der skal smøres - og hvorfor - er grundlaget for et effektivt vedligeholdelsesprogram. At påføre fedt tilfældigt på synlige metaloverflader er ikke vedligeholdelse af smøring; det er forurening.
Primære mekanismekomponenter og deres krav til smøring
1. Hoveddriftsaksel og lejer
Hovedakslen overfører rotationskraft fra energilagerelementet (fjeder eller magnetisk aktuator) til kontaktdrevet. Den kører i enten glatte bronzebøsninger eller forseglede kuglelejer afhængigt af VCB-designgenerationen.
- Almindelige bronzebøsninger: kræver regelmæssig påfyldning af fedt. Bøsningsmaterialet er porøst og holder på smøremidlet, men dette reservoir tømmes i løbet af 3-5 års drift.1
- Forseglede kuglelejer: fabrikssmurte hele livet i moderne design - kræver ikke smøring på stedet, men skal inspiceres for tætningsintegritet
2. Låse- og udløsermekanisme
Låsesamlingen er det mest præcisionskritiske smøringspunkt i hele mekanismen. Den består af en låserulle i hærdet stål, der griber ind i en låseflade og holdes fast af en låsefjeder. Indgrebsgeometrien er typisk designet med en indgrebsdybde på 0,3 mm - 0,8 mm - en tolerance, der gør denne grænseflade ekstremt følsom over for smøremiddelfilmens tykkelse.
- For lidt smøremiddel: Friktionen i låserullen øges, hvilket kræver større udløserkraft for at udløse - skaber langsomme udløsningstider eller fejl uden udløsning.
- For meget smøremiddel: overskydende fedt migrerer til låsens indgrebsflade, hvilket reducerer den effektive indgrebsdybde og forårsager generende udløsning under vibration.
3. Lukkekam og rulle
Lukkekammen omdanner den roterende akselbevægelse til en lineær kontaktdrevbevægelse. Grænsefladen mellem knast og rulle arbejder under høj kontaktbelastning under lukkeslaget og kræver et smøremiddel med tilstrækkelige EP-additiver (ekstremt tryk) for at forhindre overfladetræthed.2
4. Koblingsbolte og gaffelforbindelser
Hvert stiftled i betjeningsforbindelsen er en glidende friktionsgrænseflade. En typisk fjederbetjent indendørs VCB-mekanisme indeholder 8-14 pin-samlinger afhængigt af designets kompleksitet. Hver stift sidder i en bronze- eller polymerbøsning og kræver en tynd, ensartet fedtfilm.
5. Stativ med blyskrue og styreskinner
Som beskrevet i den tidligere tekniske analyse kræver reolmekanismen specifikt syntetisk fedt på både gevindflankerne på blyskruen og kontaktfladerne på styreskinnen - adskilt fra smøringen af betjeningsmekanismen.
6. Fjederopladningsmekanisme (kun VCB'er af fjedertypen)
Den motordrevne fjederopladningsenhed omfatter et snekkegear, en skraldemekanisme og et fjederføringsrør - alle kræver smøring uafhængigt af den primære driftsmekanisme.
Oversigt over smøring af komponenter
| Komponent | Smøringstype | Interval | Kritisk parameter |
|---|---|---|---|
| Glidebøsninger til hovedakslen | Syntetisk fedt (NLGI 1-2) | 3 år | Kontinuitet i filmen |
| Låserulle og overflade | Tyndt smøremiddel med tør film | 2 år | Kontrol af filmtykkelse |
| Lukkekam og rulle | EP syntetisk fedt (NLGI 2) | 3 år | EP-additivvurdering |
| Koblingsbolte og gaffelforbindelser | Syntetisk fedt (NLGI 1) | 3 år | Fuld pin-dækning |
| Indføring af blyskrue | PTFE eller lithium-kompleks fedt | 1-2 år | Dækning af gevindflanke |
| Fjederbelastende snekkegear | Syntetisk gearolie eller NLGI 2-fedt | 3 år | Matchende viskositetsgrad |
| Forseglede kuglelejer | Ingen smøring i marken | Inspicer kun tætninger | Forseglingens integritet |
Hvilke specifikationer for smøremidler gælder for VCB-mekanismer til mellemspænding?

Valg af smøremiddel til VCB-driftsmekanismer styres af tre tekniske begrænsninger, der udelukker de fleste almindelige smøremidler fra overvejelse: driftstemperaturområde, materialekompatibilitet og krav til funktionel præcision. Forkert valg af smøremiddel er den mest almindelige årsag til smørebetingede mekanismefejl i understationer.
De tre styrende begrænsninger
Begrænsning 1: Driftstemperaturområde
Indendørs transformerstationer udsætter VCB-mekanismer for et større temperaturområde, end de fleste vedligeholdelsesteams er klar over. Et koblingsrum i en tropisk industriel transformerstation kan nå op på 55 °C om sommeren, mens det samme rum i en transformerstation med nordligt klima kan have -15 °C om vinteren. Betjeningsmekanismen skal fungere pålideligt i hele dette område, hvilket betyder, at smøremidlet skal opretholde en tilstrækkelig viskositet ved lave temperaturer og en tilstrækkelig filmstyrke ved høje temperaturer.
- Nødvendig ydeevne ved lave temperaturer: Smøremidlet skal forblive flydende ved mindst -25 °C (-40 °C for transformerstationer i koldt klima).3
- Nødvendig ydeevne ved høje temperaturer: smøremidlet skal bevare konsistensen i NLGI-klassen ved +70 °C (mekanismens overfladetemperatur under gentagen drift)
Begrænsning 2: Materialekompatibilitet
VCB's betjeningsmekanismer indeholder polymerkomponenter - føringsbøsninger, isolerende afstandsstykker, ledningsisolering - som er kemisk uforenelige med oliebaserede smøremidler. Kulbrinter fra olie forårsager hævelse og dimensionsforvrængning i komponenter af polyamid (PA), polyoxymethylen (POM) og polytetrafluorethylen (PTFE) i løbet af 12-24 måneders kontakteksponering.4
Begrænsning 3: Krav til funktionel præcision
Låsemekanismen og udløserkoblingen fungerer inden for dimensionstolerancer på 0,1 mm - 0,5 mm. Et smøremiddel, der migrerer, adskilles eller opbygges gennem gentagne påføringscyklusser, vil ændre de effektive afstande i disse præcisionsgrænseflader - og ændre udløsningstider på måder, der ikke kan opdages uden udstyr til timingmåling.
Godkendte smøremiddelkategorier
Kategori A: Syntetisk litiumkompleksfedt (NLGI-klasse 1-2)
- Basisolie: Polyalfaolefin (PAO) eller syntetisk ester
- Driftsområde: -40°C til +150°C
- Anvendelser: Hovedakselbøsninger, lukkekam, ledbolte
- Vigtige egenskaber: Lav udluftningshastighed, stabil konsistens over hele temperaturområdet
- Eksempel på specifikation: Mobilgrease XHP 222 eller tilsvarende PAO-baseret lithiumkompleks
Kategori B: PTFE-baseret tørfilmssmøremiddel
- Form: Aerosol eller pasta med faste PTFE-smørepartikler
- Driftsområde: -60°C til +200°C
- Anvendelser: Låserulle, låseindgrebsflade, præcisionsglideflader
- Vigtige egenskaber: Kontrolleret filmtykkelse, ingen migration, kompatibel med alle polymerer
- Kritisk fordel: Ændrer ikke låsens indgrebsgeometri gennem opbygning
Kategori C: Syntetisk gearolie eller NLGI 2-fedt med EP-additiver
- Basisolie: PAO-syntetisk med additivpakke til ekstremt tryk
- Anvendelser: Fjederbelastende snekkegear, højbelastede knastoverflader
- Vigtig egenskab: EP-additiver forhindrer overfladetræthed under høj kontaktbelastning
Smøremidler, der aldrig må bruges på VCB-mekanismer
- Petroleumsbaserede fedtstoffer (chassisfedt til biler, almindelig lejefedt): angriber polymerbøsninger, karboniserer ved forhøjet temperatur
- Silikonefedt: migrerer på kontaktflader, reducerer kontaktledningsevnen og er uforenelig med visse elastomertætninger
- WD-40 eller penetrerende olier: fortrænger eksisterende fedtfilm, giver ingen varig smøring og efterlader rester, der tiltrækker støvforurening
- Kobberbaserede anti-gribeforbindelser: elektrisk ledende, uforenelig med isolerende overflader og for tyktflydende til præcisionsmekanismers grænseflader
- Molybdændisulfid (MoS₂)-fedt: MoS₂-partikler er elektrisk ledende og må aldrig bruges i nærheden af kontaktflader eller isolerende komponenter.5
Hvordan udfører man en komplet smøreprocedure for betjeningsmekanismen?

En komplet smøringsprocedure for en indendørs VCB-driftsmekanisme er en struktureret sekvens - ikke en fri påføring af fedt på synlige overflader. Rækkefølgen er vigtig, fordi nogle komponenter skal rengøres før smøring, nogle skal smøres i en bestemt rækkefølge for at undgå at forurene tilstødende overflader, og nogle kræver funktionel verificering efter smøring, før afbryderen sættes i drift igen.
Sikkerhedskrav før proceduren
Før noget smørearbejde påbegyndes på en transformerstations VCB:
- Bekræft, at afbryderen er i isoleret position - primær- og sekundærkontakter er helt frakoblet, lastbilen er trukket ud af kabinen eller kørt til isoleret position
- Anvend sikkerhedsjording til det primære kredsløb på begge sider af afbryderens placering i henhold til jordingsproceduren for transformerstationen
- Fjeder til lukning af udløb - Fjederen skal være i afladet (uspændt) tilstand, før der er adgang til mekanismen; en ladet fjeder lagrer tilstrækkelig energi til at forårsage alvorlig skade, hvis den udløses uventet.
- Lås ud / tag ud motorens opladningskredsløb og kontrolkredsløb for udløsning/lukning
- Bekræft vakuumafbryderens kontaktposition - afbryderen skal være i åben kontaktposition under arbejdet med mekanismen
Trin-for-trin smøreprocedure
Trin 1: Fjern nedbrudt smøremiddel
Gammelt fedt skal fjernes, før der påføres nyt smøremiddel - påføring af nyt fedt på nedbrudt materiale genopretter ikke smøreevnen; det fortynder det nye smøremiddel og indkapsler slibende partikler.
- Brug et producentgodkendt opløsningsmiddel (isopropylalkohol eller syntetisk rengøringsmiddel), der påføres med en fnugfri klud eller vatpind.
- Rengør alle stiftforbindelser, knastoverflader og aksellejeoverflader til bart metal
- Lad opløsningsmidlet fordampe helt, før du påfører nyt smøremiddel (mindst 15 minutter).
- Brug ikke trykluft til at fremskynde tørringen - luftbårne opløsningsmiddeldampe i et lukket tavlerum udgør en brand- og sundhedsfare.
Trin 2: Smør koblingsbolte og gaffelforbindelser
- Påfør syntetisk litiumkompleksfedt i kategori A (NLGI 1) på hver stift ved hjælp af en fedtpind med fin spids eller en vatpind.
- Målrettet anvendelse: tynd kontinuerlig film på stiftoverfladen, ca. 0,1 mm - 0,2 mm filmtykkelse
- Drej hver stift gennem hele dens bevægelsesområde efter påføring for at fordele smøremidlet jævnt over bøsningens kontaktflade.
- Fjern overskydende fedt fra tappenderne - overskydende materiale vandrer til tilstødende isolerende overflader under drift
Trin 3: Smør lukkekammen og -rullen
- Påfør syntetisk fedt af kategori C EP på knastkontaktfladen med en lille pensel - dækningen skal strække sig over hele knastprofilens bredde
- Påfør en tynd film på rullens ydre overflade
- Kør manuelt mekanismen gennem et lukkeslag (fjederudladet, ingen elektrisk betjening) for at kontrollere, at kamrullerne går glat i indgreb.
Trin 4: Smør hovedakslens bøsninger
- Til almindelige bronzebøsninger: indsprøjt kategori A-fedt gennem smøreniplen (hvis monteret), eller påfør direkte på aksel-bøsning-grænsefladen med en fin applikator - overfyld ikke; bøsningens reservoir kræver kun 0,5 cm³ - 1,0 cm³ fedt pr. påføring.
- For forseglede kuglelejer: Kontroller kun tætningsintegriteten - påfør ikke eksternt fedt; en beskadiget tætning kræver udskiftning af lejet, ikke supplerende smøring.
Trin 5: Smør låsemekanismen
Dette er det mest præcise trin i proceduren og kræver mest disciplin:
- Rengør låsevalsen og låseindgrebets overflade til bart metal
- Påfør kategori B PTFE-tørfilmssmøremiddel som et enkelt tyndt lag - aerosolpåføring fra 150 mm afstand giver den korrekte filmtykkelse
- Lad bærestoffet fordampe helt (10-15 minutter) før genmontering.
- Påfør ikke fedt på låsens indgrebsflade - opbygning af fedtfilm på denne overflade ændrer låsens indgrebsdybde og skaber risiko for at snuble.
Trin 6: Smør fjederopladningsmekanismen (VCB'er af fjedertypen)
- Påfør syntetisk gearolie i kategori C eller NLGI 2 EP-fedt på snekkegearets tænder med en lille børste.
- Kontrollér skraldepal og skraldehjuls tænder for slid - smør med kategori A-fedt, men udskift, hvis tandsliddet overstiger 20% af den oprindelige profildybde.
- Kontroller, at fjederens styrerør er rent, og påfør en tynd film af kategori A-fedt på styrerørets indre overflade.
Trin 7: Funktionel verifikation efter smøring
Før afbryderen sættes i drift igen, skal du udføre følgende kontrolsekvens:
- Lad lukkefjederen manuelt, og kontrollér, at den bevæger sig jævnt uden binding eller uregelmæssig modstand.
- Udfør en elektrisk lukkeoperation, og mål lukketiden - skal være inden for ±10% af fabrikkens baseline
- Udfør en elektrisk udløsning, og mål åbningstiden - skal være inden for ±10% af fabrikkens baseline
- Mål den primære kontaktmodstand ved servicepositionen - skal være inden for basislinjen ±2 µΩ
- Udfør en komplet racking-cyklus (isoleret → test → service → test → isoleret), og mål racking-momentet - skal være inden for basislinjen ±30%
Almindelige fejl ved udførelse af smøring
- Oversmøring af pin-samlinger: Overskydende fedt udstødes under mekanismens drift og vandrer på isolerende overflader og skaber sporingsbaner, der reducerer den dielektriske styrke.
- Smøring af forseglede lejer: Når man tvinger fedt forbi lejetætninger, sættes lejets hulrum under tryk, hvilket driver fabriksfedtet ud og forurener det med materiale, der er påført på stedet.
- Springe rengøringstrinnet over: Dette er den mest almindelige genvej, der tages under tidspres i vedligeholdelsesvinduer på transformerstationer - og den, der mest konsekvent fører til for tidlig rekontaminering.
- Brug af aerosol-PTFE på knastoverflader: PTFE-tørfilm giver utilstrækkelig bæreevne til den høje kontaktspænding ved grænsefladen mellem knast og rulle - brug EP-fedt her, ikke tørfilmssmøremiddel
Hvordan laver man en livscyklus-smøreplan for VCB-pålidelighed i understationer?
En enkelt smøring, uanset hvor godt den er udført, opretholder ikke VCB's pålidelighed over en levetid på 25-30 år. Pålidelighed kræver en struktureret livscyklusplan, der tager højde for driftsfrekvens, miljøforhold og nedbrydningshastighederne for forskellige smøremiddeltyper i transformerstationsmiljøer.
Ramme for smøreplan i livscyklus
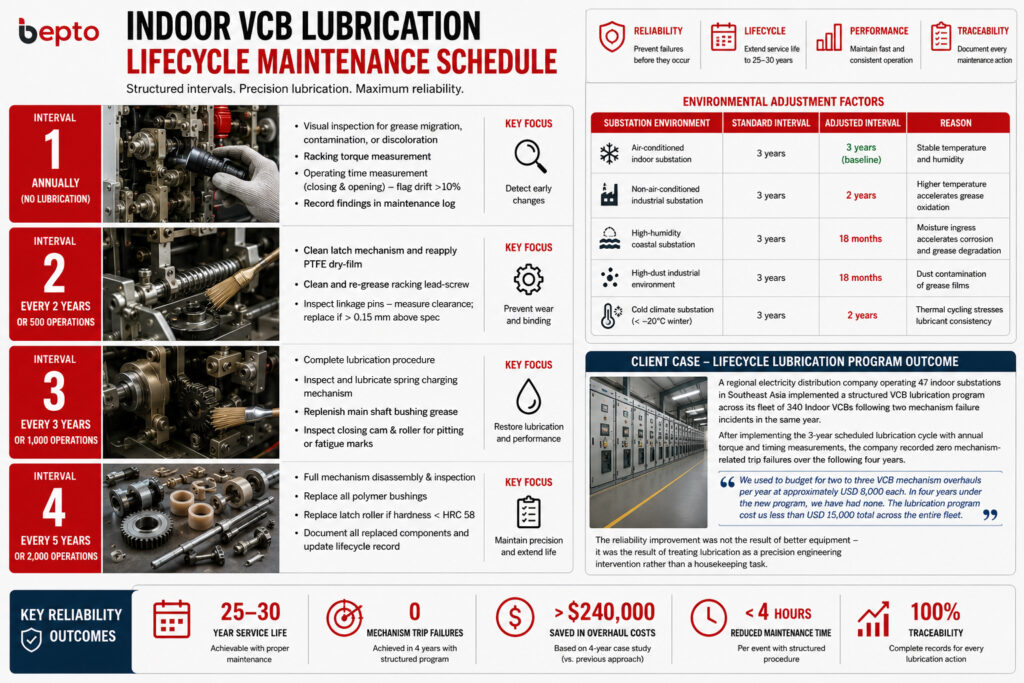
Interval 1: Årligt eftersyn (ingen smøring)
- Visuel inspektion af tilgængelige mekanismeoverflader for fedtmigration, forurening eller misfarvning
- Måling af rackmoment og sammenligning med baseline
- Måling af driftstid (lukning og åbning) - marker enhver afvigelse > 10% fra baseline til undersøgelse ved næste planlagte vedligeholdelsesvindue
- Registrer inspektionsresultater i VCB-vedligeholdelsesloggen
Interval 2: Hvert 2. år eller 500 operationer
- Fuld rengøring af låsemekanismen og genpåføring af PTFE-tørfilm
- Rengøring og genindfedtning af kædehovedskrue med PTFE eller lithiumkompleksfedt
- Inspektion af koblingsbolt - mål boltens diameter og bøsnings indre diameter; udskift, hvis afstanden overstiger 0,15 mm over designspecifikationen
Interval 3: Hvert 3. år eller 1.000 operationer
- Gennemfør smøreproceduren som beskrevet i afsnit III
- Inspektion og smøring af fjederopladningsmekanismen
- Genopfyldning af fedt på hovedakselbøsninger
- Inspektion af knast- og rulleoverflade for gruber eller træthedsmærker
Interval 4: Hvert 5. år eller 2.000 operationer
- Fuld demontering og inspektion af mekanismen
- Udskift alle polymerbøsninger uanset målt slid - polymerkrybning over 5 år i et transformerstationsmiljø giver dimensionsafvigelser, der ikke altid kan opdages ved hjælp af afstandsmåling alene.
- Udskift låserullen, hvis overfladens hårdhed er blevet forringet (Rockwell-hårdhedstest - minimum HRC 58 for låseruller af hærdet stål).
- Dokumenter alle udskiftede komponenter, og opdater VCB's livscyklusregistrering
Miljømæssige justeringsfaktorer
| Understationens miljø | Standardinterval | Justeret interval | Årsag |
|---|---|---|---|
| Klimatiseret indendørs transformerstation | 3 år | 3 år (baseline) | Stabil temperatur og luftfugtighed |
| Ikke-klimatiseret industriel transformerstation | 3 år | 2 år | Højere temperatur fremskynder fedtets oxidering |
| Kystnær transformerstation med høj luftfugtighed | 3 år | 18 måneder | Fugtindtrængning fremskynder korrosion og nedbrydning af fedt. |
| Industrielt miljø med meget støv | 3 år | 18 måneder | Støvforurening af fedtfilm |
| Understation i koldt klima (< -20 °C om vinteren) | 3 år | 2 år | Termisk cykling belaster smøremidlets konsistens |
Eksempel fra praksis: Resultater af struktureret smøreprogram
Et regionalt eldistributionsselskab, der driver 47 indendørs understationer i Sydøstasien, implementerede et struktureret VCB-smøreprogram i hele sin flåde af 340 indendørs VCB'er efter to hændelser med mekanismefejl samme år. Før programmet blev smøring udført opportunistisk - når en mekanisme viste tegn på stivhed, eller når der var adgang til en afbryder i forbindelse med anden vedligeholdelse. Efter at have implementeret den 3-årige planlagte smørecyklus med årlige målinger af drejningsmoment og timing, registrerede virksomheden nul mekanismerelaterede udløsningsfejl i løbet af de følgende fire år. Vedligeholdelseschefen rapporterede: “Vi plejede at budgettere med to til tre eftersyn af VCB-mekanismer om året til ca. 8.000 USD hver. I løbet af fire år med det nye program har vi ikke haft nogen. Smøreprogrammet har kostet os mindre end 15.000 USD i alt for hele flåden.” Forbedringen af driftssikkerheden var ikke et resultat af bedre udstyr - det var resultatet af at behandle smøring som et finmekanisk indgreb snarere end en rengøringsopgave.
Konklusion
Smøring af betjeningsmekanismen er den vedligeholdelsesinvestering, der giver det højeste afkast, når det gælder indendørs VCB-pålidelighed i mellemspændingsstationer. Komponenterne er veldefinerede, smøremiddelspecifikationerne er præcise, proceduren er struktureret og gentagelig, og livscyklusplanen er ligetil at implementere. Det, der adskiller transformerstationer med konsekvent 30 års VCB-levetid fra dem med gentagne mekanismefejl, er ikke udstyrets kvalitet alene - det er disciplinen til at anvende det rigtige smøremiddel på den rigtige komponent med det rigtige interval og den rigtige verifikationsprocedure. I en mellemspændingsstation er et fedtprogram til 30 USD, der udføres korrekt, mere værd for systemets pålidelighed end en komponentudskiftning til 3.000 USD, der udføres, efter at fejlen allerede er opstået.
Ofte stillede spørgsmål om smøring af indendørs VCB-driftsmekanisme
Spørgsmål: Hvor ofte skal betjeningsmekanismen i en indendørs VCB smøres i et standard indendørs transformerstationsmiljø?
A: En komplet smøreprocedure skal udføres hvert 3. år eller ved 1.000 operationer, alt efter hvad der kommer først, i en standard indendørs transformerstation med aircondition. Miljøer med høj luftfugtighed, meget støv eller uden aircondition kræver et kortere interval på 18-24 måneder.
Q: Hvorfor er silikonefedt forbudt at bruge på indendørs VCB-driftsmekanismer?
A: Silikonefedt vandrer ud på de primære kontaktflader, hvilket reducerer kontaktens ledningsevne og øger kontaktmodstanden. Det er også uforeneligt med visse elastomertætninger i mekanismen og giver utilstrækkelig filmstyrke ved høj belastning af knast- og låseflader.
Spørgsmål: Hvad er det korrekte smøremiddel til låsemekanismen i en indendørs VCB-betjeningsmekanisme?
A: Låserullen og indgrebsfladen kræver et PTFE-baseret tørfilmssmøremiddel - ikke fedt. Ophobning af fedt på låsens indgrebsflade ændrer den effektive indgrebsdybde (typisk 0,3-0,8 mm), hvilket skaber risiko for uønsket udløsning under vibrationer eller reducerer udløsningspålideligheden under fejlforhold.
Spørgsmål: Hvordan kan et vedligeholdelsesteam på en transformerstation opdage utilstrækkelig smøring, før der opstår fejl i mekanismen?
A: Årlige driftstidsmålinger (lukke- og åbningstid) og målinger af stativernes drejningsmoment i forhold til baseline ved idriftsættelse er de to mest pålidelige tidlige indikatorer. En afvigelse i lukke- eller åbningstid på mere end 10% fra baseline, eller et drejningsmoment, der overstiger baseline med 30%, indikerer smørenedbrydning, der kræver indgriben.
Spørgsmål: Gør smøring af en indendørs VCB-driftsmekanisme producentens garanti eller IEC-certificering ugyldig?
A: Nej - forudsat at smøringen udføres ved hjælp af producentens specificerede smøremiddeltyper og i henhold til den dokumenterede vedligeholdelsesprocedure. Brug af ikke-specificerede smøremidler (især oliebaseret fedt eller silikoneforbindelser) kan gøre garantidækningen for mekanismeskader ugyldig og er ikke i overensstemmelse med vedligeholdelseskravene i IEC 62271-100.
-
“En introduktion til porøse metalliske lejer”,https://sdp-si.com/Design-Data/Porous-Metal-Bearings.php. [Porøse sintrede metallejer opbevarer smøremiddel i et indbyrdes forbundet netværk af hulrum, der repræsenterer 15-25% af det samlede lejevolumen; dette begrænsede interne reservoir tømmes gennem kapillærfrigivelse under akselrotation, hvilket kræver periodisk genopfyldning]. Bevisrolle: mekanisme; Kildetype: industri. Understøtter: Påstanden om, at almindelige bronzebøsninger bevarer smøremiddel i deres porøse struktur, men kræver genindfedtning hvert 3-5 år, når det interne oliereservoir tømmes. ↩
-
“Additiver til ekstremt tryk i gearolier”,https://www.machinerylubrication.com/Read/1406/extreme-pressure-additives. [EP-additiver danner en kemisk bundet beskyttelsesfilm på metaloverflader under høj kontaktspænding, hvilket forhindrer klæbende slid og overfladetræthed, når basisoliefilmen ikke længere kan opretholde den påførte belastning]. Evidensrolle: mekanisme; Kildetype: industri. Understøtter: Specifikationen om, at grænsefladen mellem knast og rulle under høj kontaktbelastning under lukkeslaget kræver et smøremiddel med EP-additiv for at forhindre overfladetræthed. ↩
-
“Polyalphaolefin (PAO) smøremidler forklaret”,https://www.machinerylubrication.com/Read/31106/polyalphaolefin-pao-lubricants. [PAO-basisolier indeholder ingen voks og har flydepunkter ned til -50 °C til -60 °C, hvilket gør smøremidlet flydende og giver mulighed for hurtig mekanismebevægelse ved temperaturer under nul, hvor mineraloliebaserede fedtstoffer ville stige i viskositet og begrænse bevægelsen]. Evidensrolle: statistik; Kildetype: industri. Understøtter: Kravet om, at smøremidler til VCB-mekanismer skal forblive flydende ved mindst -25 °C og ved -40 °C for transformerstationer i koldt klima. ↩
-
“Materialekompatibilitet for fedt og olie”,https://www.nyelubricants.com/material-compatibility. (Kulbrintebaseolier er kemisk uforenelige med tekniske polymerer, herunder polyamid, acetal (POM) og PTFE, og forårsager hævelse og dimensionsforvrængning ved længerevarende kontakt, især ved høje temperaturer). Evidensrolle: mekanisme; Kildetype: industri. Understøtter: Forbuddet mod oliebaserede fedtstoffer i VCB-mekanismer, der indeholder PA-, POM- og PTFE-polymerkomponenter, og den angivne tidsramme for forringelse på 12-24 måneder. ↩
-
“Molybdændisulfid - Wikipedia”,https://en.wikipedia.org/wiki/Molybdenum_disulfide. [MoS₂ er et halvledermateriale; dets partikelform leder elektricitet, hvilket gør MoS₂-holdige smøremidler uegnede til brug nær strømførende kontaktflader eller isolerende komponenter i elektrisk koblingsudstyr, hvor ledningsevne kan forårsage dielektrisk svigt eller sporing]. Evidensrolle: mekanisme; Kildetype: forskning. Understøtter: Forbuddet mod MoS₂-fedt i nærheden af primære kontaktflader og isolerende komponenter i indendørs VCB-driftsmekanismer. ↩
