

Küsige ükskõik millise üksiku sekkumisega on alajaamade hooldeinsener oma karjääri jooksul ära hoidnud kõige rohkem siseruumide VCB rikkeid, ja vastus on peaaegu kunagi suurem kapitaalremont või komponentide väljavahetamine. See on määrimine, mida rakendatakse õigesti, õigete komponentide puhul, õige materjaliga ja õigete ajavahemike järel. Ometi on töömehhanismide määrimine kogu maailma keskpingealajaamades endiselt üks kõige ebajärjekindlamalt teostatud hooldusülesandeid kogu keskpinge töökindlusprogrammis. Meeskonnad kas määrivad üle vale määraga, tekitades saastumist, mis kiirendab kulumist, või määrivad hooletusest alavõitu, võimaldades metalli ja metalli kokkupuudet, mis järk-järgult hävitab täppismasintega töödeldud pinnad. Siseruumi VCB töömehhanismi õigesti teostatud määrimisprogramm ei ole rutiinne majapidamisülesanne - see on esmane töökindluse tagamise sekkumine, mis määrab otseselt, kas kaitselüliti lülitub 25 millisekundi jooksul või ei lülitu üldse välja. Käesolev juhend annab täieliku tehnilise raamistiku: milliseid komponente tuleb määrida, milliseid materjale kasutada, kuidas protseduuri teostada ja kuidas koostada elutsükli hoolduskava, mis säilitab alajaama töökindluse 30 aasta jooksul.
Sisukord
- Millised töömehhanismi komponendid vajavad määrimist siseruumides asuva VCB-süsteemi puhul?
- Millised määrdeaine spetsifikatsioonid kehtivad keskpinge VCB mehhanismide suhtes?
- Kuidas teostada täielikku töömehhanismi määrimise protseduuri?
- Kuidas koostada elutsükli määrimise ajakava alajaama VCB töökindluse tagamiseks?
Millised töömehhanismi komponendid vajavad määrimist siseruumides asuva VCB-süsteemi puhul?

Siseruumide VCB töömehhanism on täpsekinemaatiline süsteem - hoolikalt konstrueeritud hoobade, nukkide, sulgurite ja ühenduste jada, mis peab muundama salvestatud energia (vedru või magnet) kontrollitud kontaktliikumiseks kindlaksmääratud ajaaknas. Iga hõõrdumisliides selles süsteemis on potentsiaalne rikkekoht ja igal rikkekohal on määrimisnõue. Mõistmine, millised komponendid vajavad määrimist - ja miks - on tõhusa hooldusprogrammi alus. Rasva juhuslik pealekandmine nähtavatele metallpindadele ei ole määrimishooldus; see on saastumine.
Esmased mehhanismi komponendid ja nende määrimisnõuded
1. Peamine töövõll ja laagrid
Peavõll edastab pöörlemisjõu energiasalvestuselemendilt (vedru või magnetiline ajam) kontaktajamile. Sõltuvalt VCB konstruktsioonipõlvkonnast töötab see kas lihtpronksist puksides või hermeetilistes kuullaagrites.
- Lihtpronksist puksid: vajavad perioodilist määrde täiendamist - puksimaterjal on poorne ja säilitab määrdeainet, kuid see reservuaar ammendub 3-5 aasta jooksul.1
- Tihendatud kuullaagrid: kaasaegsete konstruktsioonide puhul on need tehases eluaegselt määritud - ei vaja õues määrimist, kuid tuleb kontrollida tihendi terviklikkust.
2. Lukustus- ja käivitusmehhanism
Lukustusseade on kogu mehhanismi kõige täpsuskriitilisem määrdepunkt. See koosneb karastatud terasest lukustusrullist, mis haakub lukustuspinnaga, mida hoiab lukustusvedru. Sulgemisgeomeetria on tavaliselt projekteeritud nii, et sulguri sulgemissügavus on 0,3 mm - 0,8 mm - tolerants, mis muudab selle liidese äärmiselt tundlikuks määrdekile paksuse suhtes.
- Liiga vähe määrdeainet: lukustusrullide hõõrdumine suureneb, mis nõuab suuremat päästikspiraali jõudu vabastamiseks - põhjustab aeglase päästiku või päästiku puudumise.
- Liiga palju määrdeainet: liigne määrdeaine rändab lukustuspinnale, vähendades efektiivset sisselülitussügavust ja põhjustades vibratsiooni korral häirivat väljaastumist.
3. Sulgemisnokk ja -rull
Sulgemisnokk muutub võlli pöörlev liikumine lineaarseks kontaktliikumiseks. Nokkse ja rulli liides töötab sulgemishoobi ajal suure kontaktpinge all ja vajab pinnaväsimuse vältimiseks piisava hulga ekstreemse rõhu (EP) lisaaineid sisaldavat määrdeainet.2
4. Ühendusnõelad ja klamberliigendid
Iga töötava ühenduslüli on libisev hõõrdepunkt. Tüüpiline vedrustatud siseruumide VCB-mehhanism sisaldab järgmist 8-14 tihvtühendused sõltuvalt konstruktsiooni keerukusest. Iga tihvt töötab pronksist või polümeerist puksis ja nõuab õhukest, ühtlast määrdekihti.
5. Plii-kruvi ja juhtrööpad hammasrataste jaoks
Nagu eelnevas tehnilises analüüsis käsitleti, vajab hammasrataste mehhanism spetsiaalset sünteetilist määret nii juhtkruvi keermete külgedel kui ka juhtraua kontaktpindadel - eraldi töömehhanismi määrimisest.
6. Vedru laadimismehhanism (ainult vedru-tüüpi VCB-d)
Mootorajamiga vedru laadimise koost sisaldab tigukangi, ratšimehhanismi ja vedrujuhtimise toru - kõik need vajavad määrimist sõltumatult peamisest töömehhanismist.
Komponentide määrimise kokkuvõte
| Komponent | Määrde tüüp | Intervall | Kriitiline parameeter |
|---|---|---|---|
| Peavõlli tavalised puksid | Sünteetiline määrde (NLGI 1-2) | 3 aastat | Filmi järjepidevus |
| Lukustusrull ja -pind | Õhuke kuivkihi määrdeaine | 2 aastat | Kile paksuse kontroll |
| Sulgemisnokk ja -rull | EP sünteetiline määrde (NLGI 2) | 3 aastat | EP-lisandi hinnang |
| Ühenduslülide tihvtid ja liigendid | Sünteetiline määrde (NLGI 1) | 3 aastat | Täielik katvus |
| Plii-kruvi hammasratta | PTFE või liitium-kompleksrasv | 1-2 aastat | Niidi külje katvus |
| Kevadel laadimise tormi hammasratas | Sünteetiline käigukastiõli või NLGI 2 määre | 3 aastat | Viskoossuse klassi vastavus |
| Suletud kuullaagrid | Puudub välitööde määrimine | Kontrollida ainult tihendeid | Plommi terviklikkus |
Millised määrdeaine spetsifikatsioonid kehtivad keskpinge VCB mehhanismide suhtes?

VCB töömehhanismide jaoks määrdeaine valikut reguleerivad kolm tehnilist piirangut, mis välistavad enamiku üldkasutatavate määrdeainete kaalumise: töötemperatuuri vahemik, materjali ühilduvus ja funktsionaalsed täpsusnõuded. Selle valiku valesti tegemine on alajaamades kõige sagedamini esinevate määrimisest tingitud mehhanismi rikete põhjuseks.
Kolm valitsevat piirangut
Piirang 1: Töötemperatuuri vahemik
Alajaamade siseruumides on VCB mehhanismid suuremale temperatuurivahemikule avatud, kui enamik hooldusmeeskondi seda hindab. Troopilises tööstusalajaamas asuvas jaotusseadmete ruumis võib suvel olla kuni 55 °C; samas ruumis põhjapoolse kliimaga alajaamas võib talvel olla kuni -15 °C. Käitusmehhanism peab toimima usaldusväärselt kogu selles vahemikus, mis tähendab, et määrdeaine peab säilitama piisava viskoossuse madalal temperatuuril ja piisava kile tugevuse kõrgel temperatuuril.
- Nõutav madalatemperatuuriline toimivus: määrdeaine peab jääma vedelaks vähemalt -25°C juures (-40°C külma kliima alajaamades).3
- Nõutav kõrgtemperatuuriline toimivus: määrdeaine peab säilitama NLGI-klassi konsistentsi +70 °C juures (mehhanismi pinnatemperatuur korduval kasutamisel).
Piirang 2: Materjali ühilduvus
VCB töömehhanismid sisaldavad polümeerkomponente - juhtpuksiirid, isoleerivad vaheseinad, juhtmete isolatsioon -, mis on keemiliselt kokkusobimatud naftapõhiste määrdeainetega. Naftasüsivesinikud põhjustavad polüamiidi (PA), polüoksümetüleeni (POM) ja polütetrafluoroetüleeni (PTFE) komponentide paisumist ja mõõtmete moonutamist 12-24 kuu jooksul kokkupuutel.4
Piirang 3: Funktsionaalsed täpsusnõuded
Sulgemismehhanism ja päästikühendus töötavad 0,1 mm - 0,5 mm mõõtmete tolerantsi piires. Määrdeaine, mis rändab, eraldub või koguneb korduvate kasutustsüklite käigus, muudab nende täpsete liideste tegelikke vahekaugusi, muutes seega käivitusaegu viisil, mida ei ole võimalik ilma ajamõõtmisseadmeteta tuvastada.
Heakskiidetud määrdeainete kategooriad
A-kategooria: sünteetiline liitium-kompleksrasv (NLGI klass 1-2)
- Põhiõli: Polüalfanoolefiin (PAO) või sünteetiline ester
- Tööpiirkond: -40°C kuni +150°C
- Rakendused: Peavõlli puksid, sulgemisnokk, ühenduslülide tihvtid.
- Võtmeomand: Madal väljavoolukiirus, stabiilne konsistentsus kogu temperatuurivahemikus.
- Näidispetsifikatsioon: Mobilgrease XHP 222 või samaväärne PAO-põhine liitiumkompleks
B-kategooria: PTFE-põhine kuivkihi määrdeaine
- Vorm: Aerosool või pasta PTFE tahkete määrdeaineosakestega
- Tööpiirkond: -60°C kuni +200°C
- Rakendused: Lukustusrull, lukustuspind, täppisliugpinnad.
- Võtmeomand: Kontrollitav kilepaksus, migratsiooni puudumine, ühildub kõigi polümeeridega.
- Kriitiline eelis: Ei muuda lukustuse geomeetriat ülesehituse tõttu.
C-kategooria: sünteetiline hammasrattaõli või NLGI 2 määre EP-lisanditega
- Põhiõli: PAO sünteetiline õli äärmusliku rõhu lisaainepaketiga: PAO sünteetiline õli koos äärmusliku rõhu lisaainepaketiga
- Rakendused: Kevadlaadimise tigukonveier, suure koormusega nukkpinnad
- Võtmeomand: EP-lisandid takistavad pinna väsimist suure kontaktpinge korral.
Määrdeained, mida ei tohi kunagi kasutada VCB mehhanismidel
- Naftapõhised määrded (autode šassiirasv, üldine laagrirasv): ründavad polümeerpuksiirid, karboniseeruvad kõrgel temperatuuril.
- Silikoonrasv: migreerub kontaktpindadele, vähendab kontaktijuhtivust ja ei sobi kokku teatavate elastomeertihenditega.
- WD-40 või läbitungivad õlid: tõrjuvad olemasolevaid määrdekilesid, ei paku püsivat määrimist ja jätavad jäägid, mis meelitavad ligi tolmusaastet.
- Vasepõhised liimimisvastased ühendid: elektriliselt juhtiv, ei sobi kokku isoleerivate pindadega ja on liiga viskoosne täppismehhanismide liideste jaoks.
- Molübdeendisulfiid (MoS₂) määrded: MoS₂-osakesed on elektrijuhtivad ja neid ei tohi kunagi kasutada kontaktpindade või isoleerivate komponentide läheduses.5
Kuidas teostada täielikku töömehhanismi määrimise protseduuri?

Siseruumide VCB töömehhanismi täielik määrimisprotseduur on struktureeritud järjestus - mitte määrde vabas vormis määrimine nähtavale pinnale. Järjestus on oluline, sest mõned komponendid tuleb enne määrimist puhastada, mõned tuleb määrida konkreetses järjekorras, et vältida kõrvalolevate pindade saastumist, ja mõned vajavad pärast määrimist funktsionaalsuse kontrollimist, enne kui kaitselüliti uuesti kasutusele võetakse.
Protseduurieelsed ohutusnõuded
Enne määrimistööde alustamist alajaama VCB-l:
- Kinnitage, et kaitselüliti on isoleeritud asendis - primaar- ja sekundaarkontaktid täielikult lahutatud, veoauto eemaldatud kabiinist või paigutatud isoleeritud asendisse
- Rakendage ohutusmaandus primaarahela mõlemal pool kaitselüliti asukohta vastavalt alajaama maandamise protseduurile
- Tühjendusvedru sulgemisvedru - vedru peab olema tühjaks lastud (lukustamata) enne mis tahes mehhanismile juurdepääsu; laetud vedru salvestab piisavalt energiat, et põhjustada ootamatult vabastades tõsiseid vigastusi.
- Väljalukustamine / väljalülitamine mootori laadimisahela ja käivitamise/sulgemise juhtimisahelad
- Kinnitage vaakumkatkestaja kontakti asend - kaitselüliti peaks olema avatud kontaktasendis mehhanismi töö ajal
Samm-sammult määrimise protseduur
1. samm: eemaldage lagunenud määrdeaine
Enne uue määrdeaine pealekandmist tuleb vana määrdeaine eemaldada - värske määrdeaine pealekandmine lagunenud materjalile ei paranda määrimistõhusust; see lahjendab uut määrdeainet ja paneb kinni abrasiivsed kulumisosakesi.
- Kasutage tootja poolt heaks kiidetud lahustit (isopropüülalkohol või sünteetiline lahustiga puhastusvahend), mida kantakse vildivaba lapiga või puuvillase tampooniga.
- Puhastage kõik tihvtühendused, nukkide pinnad ja võlli laagripinnad paljaks metalliks.
- Enne uue määrdeaine pealekandmist tuleb lasta lahustil täielikult aurustuda (vähemalt 15 minutit).
- Ärge kasutage kuivatamise kiirendamiseks suruõhku - õhku levivad lahustiaurud piiratud jaotusseadmete ruumis on tule- ja terviseohtlikud.
2. samm: määrige ühenduslülide ja klamberliigendite tihvtide määrimine
- Kandke A-kategooria sünteetilist liitiumkompleksrasva (NLGI 1) igale tihvtile, kasutades selleks peenikese otsaga määrdeaplikaatorit või vatipulbrit.
- Sihtotstarve: õhuke pidev kile tihvti pinnal, ligikaudu 0,1 mm - 0,2 mm paksune kile.
- Pärast pealekandmist pöörake iga tihvti läbi kogu selle liikumisulatuse, et jaotada määrdeaine ühtlaselt kogu pukside kontaktpinnale.
- Eemaldage liigne määre tihvtide otstest - liigne materjal kandub töö käigus kõrvalolevatele isoleerivatele pindadele.
3. samm: määrige sulgemisnokk ja -rull
- Kandke C-kategooria EP-sünteetilist määret väikese pintsliga nokaga kokkupuutepinnale - katvus peab ulatuma kogu nokkprofiili laiusesse.
- Kandke rulli välispinnale õhuke kile
- Mehhanismi ühe sulgemishoogu (vedru tühjeneb, elektriline töö puudub) tuleb käsitsi läbi teha, et kontrollida nukk-rullikute sujuvat haakumist.
Samm 4: määrige peavõlli puksid
- Tavaliste pronksist pukside puhul: süstige A-kategooria määrde läbi määrdenipli (kui see on paigaldatud) või kandke seda otse võlli ja pukside ühenduskohale, kasutades selleks peent aplikaatorit - ärge täitke üle; puksireservuaar vajab ainult 0,5 cm³ - 1,0 cm³ määret ühe kasutuskorra kohta.
- Hermeetiliste kuullaagrite puhul: kontrollige ainult tihendi terviklikkust - ärge kasutage välist määret; kahjustatud tihend nõuab laagri väljavahetamist, mitte täiendavat määrimist.
5. samm: määrige lukustusmehhanism
See on protseduuri kõige täpsem samm ja nõuab kõige suuremat distsipliini:
- Puhastage lukustusrull ja lukustuspind kuni palja metallini.
- Kandke B-kategooria PTFE-kuivkihi määrdeainet ühe õhukese kihina - aerosooliga 150 mm kauguselt pealekandmine annab õige kihi paksuse.
- Enne uuesti kokkupanekut tuleb lasta kandjalahustil täielikult aurustuda (10-15 minutit).
- Ärge määrige lukustuspinda - sellele pinnale kogunev rasvakile muudab lukustussügavust ja tekitab häiriva komistamise ohu.
6. samm: määrige vedru laadimismehhanism (vedru-tüüpi VCB-d)
- Kandke C-kategooria sünteetilist hammasrattaõli või NLGI 2 EP-rasva väikese pintsli abil tigukonveieri hammastele.
- Kontrollida klapsi ja klapiratta hammaste kulumist - määrida A-kategooria määrdega, kuid asendada, kui hammaste kulumine ületab 20% algse profiili sügavuse.
- Veenduge, et vedrujuhtmetoru on puhas ja kandke juhtmetoru sisepinnale õhuke kiht A-kategooria määret.
Samm 7: määrimisjärgne funktsionaalne kontroll
Enne kaitselüliti taas kasutusele võtmist viige läbi järgmine kontrolljärjekord:
- Laadige sulgemisvedru käsitsi ja veenduge, et laadimisliigutus on sujuv, ilma sidumise või ebaregulaarse vastupanuta.
- Tehakse üks elektriline sulgemisoperatsioon ja mõõdetakse sulgemisaeg - see peab jääma ±10% piiridesse tehase baasväärtusest.
- Tehakse üks elektriline käivitamine ja mõõdetakse avanemisaeg - peab olema ±10% piires tehase baasväärtusest.
- Mõõtke esmase kontakti takistust teenindusasendis - peab olema ±2 µΩ piires.
- Tehakse üks täielik hammastustsükkel (isoleeritud → katse → hooldus → katse → isoleeritud) ja mõõdetakse hammastuse pöördemoment - peab jääma põhijoonte piiridesse ±30%.
Tavalised määrimise teostamise vead
- Täppeliigeste liigne rasvatustamine: Liigne määre eraldub mehhanismi töötamise ajal ja rändab isoleerivatele pindadele, tekitades jälgimisradu, mis vähendavad dielektrilist tugevust.
- Tihendatud laagrite määrimine: Rasva survestamine laagertihenditest mööda survestab laagriõõnsust, tõrjub välja tehase määrde ja saastab selle välitingimustes kasutatava materjaliga.
- Puhastamisetapi vahelejätmine: See on kõige tavalisem lühike tee, mida kasutatakse alajaamade hooldusakende ajalise surve all - ja mis kõige sagedamini põhjustab enneaegset uuesti saastumist.
- Aerosool PTFE kasutamine nukkpindadel: PTFE-kuivkile ei kanna piisavalt koormust, kui nokkse ja rulliku kokkupuutepunktis on suur kontaktpinge - kasutage siin EP-rasva, mitte kuivkile määrdeainet.
Kuidas koostada elutsükli määrimise ajakava alajaama VCB töökindluse tagamiseks?
Üks määrimisjuhtum, ükskõik kui hästi see ka ei toimiks, ei säilita VCB töökindlust 25-30 aasta jooksul. Töökindlus nõuab struktureeritud elutsükli ajakava, mis arvestab töösagedust, keskkonnatingimusi ja erinevate määrdeainete lagunemiskiirust alajaamade keskkonnas.
Elutsükli määrimise ajakava raamistik
Intervall 1: Iga-aastane ülevaatus (ilma määrimata)
- Kättesaadava mehhanismi pindade visuaalne kontroll rasva migratsiooni, saastumise või värvimuutuse suhtes.
- Rippimomendi mõõtmine ja võrdlus baasväärtusega
- Tööaja mõõtmine (sulgemine ja avanemine) - märkige kõik kõrvalekalded > 10% baasväärtusest, et uurida neid järgmisel korralise hoolduse ajal.
- Registreerida kontrolli tulemused VCB hoolduspäevikusse
Intervall 2: iga 2 aasta või 500 operatsiooni järel
- Lukumehhanismi täielik puhastamine ja PTFE kuivkile uuesti pealekandmine
- Plii-kruvide puhastamine ja uuesti määrimine PTFE või liitiumkompleksrasvaga
- Ühendusdetaili kontroll - mõõtke tihvti läbimõõt ja pukside siseläbimõõt; kui vahe on üle 0,15 mm suurem kui projekteeritud spetsifikatsioon, siis vahetage välja.
Intervall 3: iga 3 aasta või 1000 operatsiooni järel.
- Täielik määrimisprotseduur, nagu on kirjeldatud III jaos.
- Vedru laadimismehhanismi kontrollimine ja määrimine
- Peavõlli pukside määrde täiendamine
- Sulgemisnokkade ja rullide pinna kontrollimine puntide või väsimusjälgede suhtes
Intervall 4: iga 5 aasta või 2000 operatsiooni järel
- Mehhanismi täielik lahtivõtmine ja kontrollimine
- Vahetage kõik polümeersed puksid olenemata mõõdetud kulumisest - polümeeri roomamine 5 aasta jooksul alajaama keskkonnas tekitab mõõtmete triivi, mida ei ole alati võimalik tuvastada ainult kliirensi mõõtmise teel.
- Vahetage lukustusrull välja, kui pinna kõvadus on halvenenud (Rockwelli kõvaduse katse - vähemalt HRC 58 karastatud terasest lukustusrullidele).
- dokumenteerida kõik asendatud komponendid ja ajakohastada VCB elutsükli kirje.
Keskkonna kohandamise tegurid
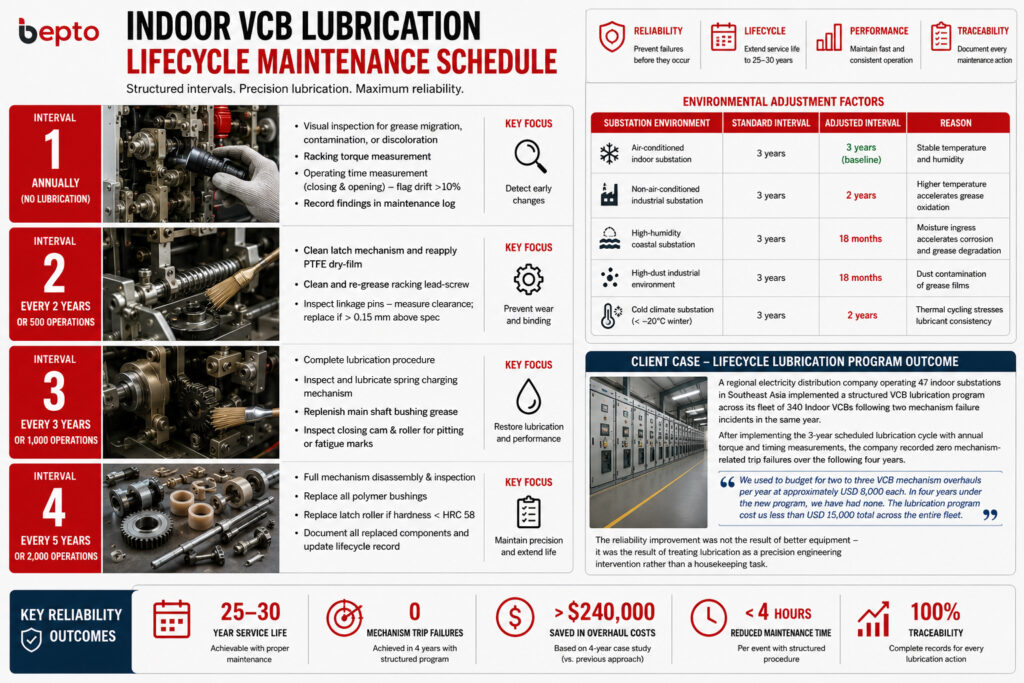
| Alajaama keskkond | Standardne intervall | Korrigeeritud intervall | Põhjus |
|---|---|---|---|
| Konditsioneeritud siseruumides asuv alajaam | 3 aastat | 3 aastat (algtase) | Stabiilne temperatuur ja niiskus |
| Konditsioneerimata tööstuslik alajaam | 3 aastat | 2 aastat | Kõrgem temperatuur kiirendab rasva oksüdeerumist |
| Kõrge õhuniiskusega rannikualajaam | 3 aastat | 18 kuud | Niiskuse sissetung kiirendab korrosiooni ja rasva lagunemist. |
| Kõrge tolmuga tööstuskeskkond | 3 aastat | 18 kuud | Rasvakilede tolmusaaste |
| Külma kliimaga alajaam (< -20°C talvel) | 3 aastat | 2 aastat | Termiline tsüklilisus pingestab määrdeaine konsistentsi |
Välja näide: Struktureeritud määrimisprogrammi tulemused
Piirkondlik elektrijaotusvõrgu ettevõte, mis opereerib 47 sisealajaama Kagu-Aasias, rakendas pärast kahte mehhanismi rikkejuhtumit samal aastal struktureeritud VCB määrimisprogrammi kogu oma 340 sisealajaama VCB-de pargis. Enne programmi käivitamist määrimine toimus oportunistlikult - kui mehhanism näitas jäikuse märke või kui kaitselülitile mindi ligi muude hooldustööde tegemiseks. Pärast 3-aastase plaanilise määrimistsükli rakendamist koos iga-aastaste pöördemomendi ja ajamõõtmistega registreeris ettevõte nelja aasta jooksul null mehhanismi tõrget. Hooldusjuht teatas: “Me kasutasime eelarvet kahe kuni kolme VCB-mehhanismi kapitaalremondi jaoks aastas, millest igaüks maksis umbes 8000 USA dollarit. Uue programmi raames ei ole meil nelja aasta jooksul olnud ühtegi. Määrimisprogramm läks meile maksma vähem kui 15 000 USA dollarit kogu laevastiku kohta.” Töökindluse paranemine ei olnud parema varustuse tulemus - see oli tingitud sellest, et määrimist käsitleti pigem täppistehnilise sekkumise kui majapidamisülesandena.
Kokkuvõte
Käitusmehhanismi määrimine on keskpingealajaamade siseruumide VCBde töökindluse tagamiseks kõige suurema tootlusega hooldusinvesteering. Komponendid on hästi määratletud, määrdeaine spetsifikatsioonid on täpsed, protseduur on struktureeritud ja korratav ning elutsükli ajakava on lihtne rakendada. See, mis eristab alajaamasid, mille VCB-de püsiv kasutusiga on 30 aastat, ja neid, kus on korduvaid mehhanismi rikkeid, ei ole ainult seadmete kvaliteet - see on distsipliin, mis võimaldab kasutada õiget määrdeainet õigele komponendile, õigel ajavahemikul ja õige kontrollimenetlusega. Keskpingealajaamas on õigesti teostatud 30 USA dollari suurune määrdehaldus süsteemi töökindlusele rohkem väärt kui 3000 USA dollari suurune komponentide vahetus, mis teostatakse pärast seda, kui rike on juba tekkinud.
Korduma kippuvad küsimused VCB siseruumide töömehhanismi määrimise kohta
K: Kui sageli tuleb siseruumides asuva VCB töömehhanismi määrida tavalises siseruumides asuva alajaama keskkonnas?
A: Täielik määrimisprotseduur tuleks teostada iga 3 aasta tagant või 1000 käigu järel, olenevalt sellest, kumb saabub varem, standardses konditsioneeritud siseruumides asuvas alajaamas. Kõrge õhuniiskuse, suure tolmukoguse või kliimaseadmeteta keskkonnas on vaja lühendatud ajavahemikku 18-24 kuud.
K: Miks on silikoonrasva kasutamine VCB siseruumide töömehhanismidel keelatud?
A: Silikoonrasv kandub esmastele kontaktpindadele, vähendades kontaktijuhtivust ja suurendades kontakttakistust. Samuti ei sobi see kokku teatavate mehhanismide elastomeerist tihenditega ja ei paku piisavat kile tugevust suure koormusega nukkide ja sulgurite liidestes.
K: Milline on õige määrdeaine siseruumides asuva VCB töömehhanismi lukustusmehhanismi jaoks?
A: Lukustusrull ja haakepind vajavad PTFE-põhist kuivkihi määrdeainet - mitte rasva. Rasva kogunemine lukustuspinnale muudab tegelikku sisselülitussügavust (tavaliselt 0,3-0,8 mm), tekitades vibratsiooni korral ebameeldiva käivitumisohu või vähendades käivitamise usaldusväärsust rikete korral.
K: Kuidas saab alajaama hooldusmeeskond tuvastada ebapiisava määrimise enne mehhanismi rikke tekkimist?
A: Kaks kõige usaldusväärsemat varajast näitajat on iga-aastased tööaja mõõtmised (sulgemis- ja avamisaeg) ja hammasrataste pöördemomendi mõõtmised võrreldes kasutuselevõtu baasväärtustega. Kui sulgemis- või avamisaja kõrvalekaldumine baastasemest ületab 10% või hammasrataste pöördemoment ületab baastaset 30% võrra, viitab see määrimise halvenemisele, mis nõuab sekkumist.
K: Kas VCB siseruumide töömehhanismi määrimine muudab tootja garantii või IEC-sertifikaadi kehtetuks?
A: Ei - tingimusel, et määrimine toimub tootja poolt ettenähtud määrdeainetüüpe kasutades ja dokumenteeritud hooldusprotseduuri järgides. Mittespetsifitseeritud määrdeainete (eelkõige naftapõhiste määrdeainete või silikooniühendite) kasutamine võib tühistada garantii mehhanismi kahjustuste korral ja on vastuolus IEC 62271-100 hooldusnõuetega.
-
“Sissejuhatus poorsetesse metall-laagritesse”,https://sdp-si.com/Design-Data/Porous-Metal-Bearings.php. [Poorsed paagutatud metallist laagrid säilitavad määrdeainet omavahel ühendatud tühimike võrgustikus, mis moodustab 15-25% laagri kogumahust; see piiratud sisemine reservuaar ammendub kapillaarse vabanemise teel võlli pöörlemise ajal, mis nõuab perioodilist täiendamist.] Tõendite roll: mehhanism; Allikatüüp: tööstus. Toetused: Väide, et lihtpronksist puksid säilitavad määrdeainet oma poorses struktuuris, kuid vajavad iga 3-5 aasta järel uuesti määrimist, kuna sisemine õlireservuaar ammendub. ↩
-
“Extreme Pressure Additives in Gear Oils”,https://www.machinerylubrication.com/Read/1406/extreme-pressure-additives. [EP-lisandid moodustavad keemiliselt seotud kaitsekile metallpindadele suure kontaktpinge all, mis takistab kleepuvat kulumist ja pinna pingutusväsimust, kui baasõli kile ei suuda enam kanda rakendatud koormust.] Tõendite roll: mehhanism; Allikatüüp: tööstus. Toetused: Spetsifikatsioon, et sulgemishoobi ajal suure kontaktpinge all olev nukkvõlli ja rulli kokkupuutepinna kokkupuutepind nõuab EP-lisandiga määrdeainet, et vältida pinna väsimist. ↩
-
“Polyalfaolefiini (PAO) määrdeained selgitavad”,https://www.machinerylubrication.com/Read/31106/polyalphaolefin-pao-lubricants.. [PAO baasõlid ei sisalda vaha ja nende voolamistemperatuur on kuni -50 °C kuni -60 °C, võimaldades määrdeaine voolavust ja mehhanismi kiiret liikumist miinuskraadide juures, kus mineraalõlipõhiste määrete viskoossus suureneks ja piiraks liikumist.] Tõendite roll: statistika; Allikatüüp: tööstus. Toetab: Nõuet, et VCB mehhanismide määrdeained peavad jääma vedelaks vähemalt -25 °C juures ja -40 °C juures külma kliimaga alajaamades. ↩
-
“Rasva- ja õlimaterjalide kokkusobivus”,https://www.nyelubricants.com/material-compatibility. [Naftasüsivesinike baasõlid on keemiliselt kokkusobimatud tehniliste polümeeride, sealhulgas polüamiidi, atsetaali (POM) ja PTFE-ga, põhjustades paisumist ja mõõtmete moonutamist pikemaajalise kokkupuute korral, eriti kõrgel temperatuuril.] Tõendite roll: mehhanism; Allikatüüp: tööstus. Toetused: Naftapõhiste määrete keelamine PA, POM ja PTFE polümeerikomponente sisaldavates VCB mehhanismides ning märgitud 12-24 kuu pikkune riknemise aeg. ↩
-
“Molübdeendisulfiid - Vikipeedia”,https://en.wikipedia.org/wiki/Molybdenum_disulfide. [MoS₂ on pooljuhtmaterjal; selle osakeste vorm juhib elektrit, mistõttu MoS₂-d sisaldavaid määrdeaineid ei sobi kasutada elektriliste lülitusseadmete pinge all olevate kontaktpindade või isoleerivate komponentide läheduses, kus juhtivus võib põhjustada dielektrilist rikkeid või jälgimist.] Tõendite roll: mehhanism; Allikatüüp: teadusuuringud. Toetused: MoS₂-rasvade kasutamise keelamist primaarsete kontaktpindade ja isoleerivate komponentide lähedal siseruumide VCB töömehhanismides. ↩
