

Zapytaj dowolnego inżyniera konserwacji podstacji, jaka pojedyncza interwencja zapobiegła większości wewnętrznych awarii VCB w ciągu jego kariery, a odpowiedź prawie nigdy nie będzie dotyczyła poważnego remontu lub wymiany komponentów. Jest to smarowanie - zastosowane prawidłowo, do odpowiednich komponentów, z odpowiednim materiałem, w odpowiednich odstępach czasu. Jednak w podstacjach średniego napięcia na całym świecie smarowanie mechanizmów roboczych pozostaje jednym z najbardziej niekonsekwentnie wykonywanych zadań konserwacyjnych w całym programie niezawodnościowym SN. Zespoły albo nadmiernie smarują niewłaściwym smarem, powodując zanieczyszczenie, które przyspiesza zużycie, albo niedostatecznie smarują przez zaniedbanie, umożliwiając kontakt metal-metal, który stopniowo niszczy precyzyjnie obrobione powierzchnie. Prawidłowo wykonany program smarowania mechanizmu roboczego wyłącznika VCB nie jest rutynowym zadaniem porządkowym - jest to podstawowa interwencja w zakresie niezawodności, która bezpośrednio decyduje o tym, czy wyłącznik zadziała w ciągu 25 milisekund, czy też w ogóle nie zadziała. Niniejszy przewodnik zapewnia kompletne ramy techniczne: które komponenty wymagają smarowania, jakich materiałów użyć, jak wykonać procedurę i jak zbudować harmonogram konserwacji cyklu życia, który utrzymuje niezawodność podstacji w 30-letnim horyzoncie serwisowym.
Spis treści
- Które elementy mechanizmu roboczego wymagają smarowania w VCB do zastosowań wewnętrznych?
- Jakie specyfikacje smaru mają zastosowanie do mechanizmów VCB średniego napięcia?
- Jak przeprowadzić kompletną procedurę smarowania mechanizmu operacyjnego?
- Jak opracować harmonogram smarowania w cyklu życia dla niezawodności podstacji VCB?
Które elementy mechanizmu roboczego wymagają smarowania w VCB do zastosowań wewnętrznych?

Mechanizm roboczy VCB Indoor to precyzyjny układ kinematyczny - starannie zaprojektowana sekwencja dźwigni, krzywek, zatrzasków i połączeń, które muszą przekształcić zmagazynowaną energię (sprężynową lub magnetyczną) w kontrolowany ruch styku w określonym przedziale czasu. Każdy interfejs cierny w tym systemie jest potencjalnym punktem awarii, a każdy punkt awarii wymaga smarowania. Zrozumienie, które komponenty wymagają smarowania - i dlaczego - jest podstawą skutecznego programu konserwacji. Przypadkowe nakładanie smaru na widoczne powierzchnie metalowe nie jest konserwacją smarowania; jest to zanieczyszczenie.
Podstawowe elementy mechanizmu i ich wymagania dotyczące smarowania
1. Główny wał roboczy i łożyska
Wał główny przenosi siłę obrotową z elementu magazynującego energię (sprężyny lub siłownika magnetycznego) na stykowe połączenie napędu. W zależności od generacji konstrukcji VCB pracuje on w tulejach z brązu zwykłego lub uszczelnionych łożyskach kulkowych.
- Tuleje z brązu zwykłego: wymagają okresowego uzupełniania smaru - materiał tulei jest porowaty i zatrzymuje smar, ale zbiornik ten wyczerpuje się w ciągu 3-5 lat eksploatacji1
- Uszczelnione łożyska kulkowe: fabrycznie nasmarowane na cały okres eksploatacji w nowoczesnych konstrukcjach - nie wymagają smarowania w terenie, ale muszą być sprawdzane pod kątem integralności uszczelnienia.
2. Zatrzask i mechanizm wyzwalający
Zespół zatrzasku jest najbardziej precyzyjnym punktem smarowania w całym mechanizmie. Składa się on z hartowanej stalowej rolki zatrzasku zaczepiającej o powierzchnię zatrzasku, utrzymywanej przez sprężynę zatrzasku. Geometria zaczepu jest zwykle zaprojektowana z głębokością zaczepu zatrzasku wynoszącą 0,3 mm - 0,8 mm - tolerancja, która sprawia, że interfejs ten jest niezwykle wrażliwy na grubość warstwy smaru.
- Zbyt mała ilość smaru: zwiększa się tarcie rolki zatrzasku, co wymaga większej siły cewki wyzwalającej do zwolnienia - powoduje powolne czasy wyzwalania lub awarie bez wyzwalania.
- Zbyt duża ilość smaru: nadmiar smaru migruje na powierzchnię zatrzasku, zmniejszając efektywną głębokość zatrzasku i powodując uciążliwe wyzwalanie pod wpływem wibracji.
3. Krzywka i rolka zamykająca
Krzywka zamykająca przekształca ruch obrotowy wału w liniowy ruch napędu stykowego. Interfejs krzywka-rolka działa pod dużym naprężeniem kontaktowym podczas suwu zamykania i wymaga smaru z wystarczającą ilością dodatków EP, aby zapobiec zmęczeniu powierzchni.2
4. Sworznie łączące i przeguby widełkowe
Każde połączenie sworzniowe w łączniku roboczym jest ślizgowym interfejsem ciernym. Typowy mechanizm VCB Indoor z napędem sprężynowym zawiera 8-14 złączy sworzniowych w zależności od złożoności projektu. Każdy sworzeń działa w tulei z brązu lub polimeru i wymaga cienkiej, stałej warstwy smaru.
5. Śruba prowadząca do regałów i szyny prowadzące
Jak wspomniano w poprzedniej analizie technicznej, mechanizm regałowy wymaga specjalnego smaru syntetycznego zarówno na bokach gwintu śruby pociągowej, jak i na powierzchniach styku szyny prowadzącej - niezależnie od smarowania mechanizmu operacyjnego.
6. Sprężynowy mechanizm ładowania (tylko sprężynowe płytki VCB)
Napędzany silnikiem zespół ładowania sprężyny obejmuje przekładnię ślimakową, mechanizm zapadkowy i rurkę prowadzącą sprężynę - wszystkie te elementy wymagają smarowania niezależnie od głównego mechanizmu roboczego.
Podsumowanie smarowania podzespołów
| Komponent | Typ smarowania | Interwał | Parametr krytyczny |
|---|---|---|---|
| Tuleje gładkie wału głównego | Smar syntetyczny (NLGI 1-2) | 3 lata | Ciągłość filmu |
| Rolka zatrzasku i powierzchnia | Cienki smar suchy | 2 lata | Kontrola grubości powłoki |
| Krzywka i rolka zamykająca | Smar syntetyczny EP (NLGI 2) | 3 lata | Ocena dodatku EP |
| Sworznie łączące i przeguby widełkowe | Smar syntetyczny (NLGI 1) | 3 lata | Pełne pokrycie pinów |
| Śruba pociągowa do regałów | PTFE lub smar litowo-kompleksowy | 1-2 lata | Pokrycie boku gwintu |
| Sprężyna ładująca przekładnię ślimakową | Syntetyczny olej przekładniowy lub smar NLGI 2 | 3 lata | Dopasowanie klasy lepkości |
| Uszczelnione łożyska kulkowe | Brak smarowania na miejscu | Sprawdzić tylko uszczelki | Integralność uszczelnienia |
Jakie specyfikacje smaru mają zastosowanie do mechanizmów VCB średniego napięcia?

Wybór środka smarnego do mechanizmów operacyjnych VCB podlega trzem ograniczeniom inżynieryjnym, które eliminują większość środków smarnych ogólnego przeznaczenia z rozważań: zakres temperatur roboczych, kompatybilność materiałowa i wymagania dotyczące precyzji działania. Błędny dobór jest najczęstszą przyczyną awarii mechanizmów spowodowanych smarowaniem w środowiskach podstacji.
Trzy główne ograniczenia
Ograniczenie 1: Zakres temperatur pracy
Wewnętrzne środowiska podstacji narażają mechanizmy VCB na szerszy zakres temperatur niż większość zespołów konserwacyjnych docenia. Pomieszczenie rozdzielni w tropikalnej podstacji przemysłowej może osiągać temperaturę otoczenia 55°C latem; to samo pomieszczenie w podstacji w klimacie północnym może mieć temperaturę -15°C zimą. Mechanizm operacyjny musi działać niezawodnie w całym tym zakresie, co oznacza, że środek smarny musi utrzymywać odpowiednią lepkość w niskiej temperaturze i odpowiednią wytrzymałość powłoki w wysokiej temperaturze.
- Wymagana wydajność w niskich temperaturach: smar musi pozostawać płynny w temperaturze co najmniej -25°C (-40°C dla podstacji pracujących w zimnym klimacie)3
- Wymagana wydajność w wysokich temperaturach: smar musi utrzymywać konsystencję klasy NLGI w temperaturze +70°C (temperatura powierzchni mechanizmu podczas powtarzających się operacji).
Ograniczenie 2: Kompatybilność materiałowa
Mechanizmy operacyjne VCB zawierają elementy polimerowe - tuleje prowadzące, przekładki izolacyjne, izolację okablowania - które są chemicznie niekompatybilne ze smarami na bazie ropy naftowej. Węglowodory ropopochodne powodują pęcznienie i zniekształcenie wymiarów elementów z poliamidu (PA), polioksymetylenu (POM) i politetrafluoroetylenu (PTFE) w ciągu 12-24 miesięcy narażenia na kontakt.4
Ograniczenie 3: Wymagania dotyczące precyzji funkcji
Mechanizm zatrzaskowy i łącznik wyzwalający działają w zakresie tolerancji wymiarowych od 0,1 mm do 0,5 mm. Smar, który migruje, oddziela się lub gromadzi się w wyniku powtarzających się cykli aplikacji, zmieni efektywne luzy w tych precyzyjnych interfejsach - zmieniając czasy wyzwalania w sposób, który nie jest wykrywalny bez sprzętu do pomiaru czasu.
Zatwierdzone kategorie środków smarnych
Kategoria A: Syntetyczny smar litowo-kompleksowy (klasa NLGI 1-2)
- Olej bazowy: Polialfaolefiny (PAO) lub estry syntetyczne
- Zakres działania: -40°C do +150°C
- Zastosowania: Tuleje wału głównego, krzywka zamykająca, sworznie podnośnika
- Kluczowe właściwości: Niski współczynnik upustu, stabilna konsystencja w całym zakresie temperatur
- Przykładowa specyfikacja: Mobilgrease XHP 222 lub równoważny kompleks litowy na bazie PAO
Kategoria B: Suchy smar na bazie PTFE
- Postać: Aerozol lub pasta z cząsteczkami smaru stałego PTFE
- Zakres działania: -60°C do +200°C
- Zastosowania: Rolka zatrzasku, powierzchnia zaczepu zatrzasku, precyzyjne powierzchnie ślizgowe
- Kluczowe właściwości: Kontrolowana grubość powłoki, brak migracji, kompatybilność ze wszystkimi polimerami
- Kluczowa zaleta: Nie zmienia geometrii zatrzasku poprzez gromadzenie się osadów
Kategoria C: Syntetyczny olej przekładniowy lub smar NLGI 2 z dodatkami EP
- Olej bazowy: Syntetyczny PAO z pakietem dodatków zwiększających odporność na ekstremalne ciśnienie
- Zastosowania: Przekładnia ślimakowa ładowana sprężyną, powierzchnie krzywek o dużym obciążeniu
- Kluczowa właściwość: Dodatki EP zapobiegają zmęczeniu powierzchni przy wysokich naprężeniach kontaktowych
Środki smarne, których nigdy nie wolno używać w mechanizmach VCB
- Smary na bazie ropy naftowej (smar do podwozi samochodowych, smar do łożysk ogólnych): atakuje tuleje polimerowe, zwęgla się w podwyższonej temperaturze
- Smar silikonowy: migruje na powierzchnie styku, zmniejsza przewodność styku i jest niekompatybilny z niektórymi uszczelnieniami elastomerowymi
- WD-40 lub oleje penetrujące: wypierają istniejące warstwy smaru, nie zapewniają trwałego smarowania i pozostawiają pozostałości, które przyciągają zanieczyszczenia pyłowe
- Związki przeciwzatarciowe na bazie miedzi: elektrycznie przewodzący, niekompatybilny z powierzchniami izolacyjnymi i zbyt lepki dla precyzyjnych interfejsów mechanizmów
- Smary z dwusiarczkiem molibdenu (MoS₂): Cząsteczki MoS₂ przewodzą prąd elektryczny i nigdy nie mogą być stosowane w pobliżu powierzchni styku lub elementów izolacyjnych.5
Jak przeprowadzić kompletną procedurę smarowania mechanizmu operacyjnego?

Kompletna procedura smarowania mechanizmu roboczego wyłącznika VCB Indoor to uporządkowana sekwencja, a nie dowolne nakładanie smaru na widoczne powierzchnie. Kolejność ma znaczenie, ponieważ niektóre komponenty muszą zostać wyczyszczone przed smarowaniem, niektóre muszą być smarowane w określonej kolejności, aby uniknąć zanieczyszczenia sąsiednich powierzchni, a niektóre wymagają weryfikacji działania po smarowaniu, zanim wyłącznik zostanie przywrócony do pracy.
Wymagania bezpieczeństwa przed zabiegiem
Przed rozpoczęciem jakichkolwiek prac smarowniczych na podstacji VCB:
- Sprawdź, czy wyłącznik jest w pozycji odizolowanej - styki pierwotne i wtórne całkowicie rozłączone, ciężarówka wyciągnięta z boksu lub ustawiona w pozycji odizolowanej
- Zastosuj uziemienie bezpieczeństwa do obwodu pierwotnego po obu stronach lokalizacji wyłącznika zgodnie z procedurą uziemienia podstacji
- Sprężyna zamykająca wylot - sprężyna musi być rozładowana (odbezpieczona) przed uzyskaniem dostępu do jakiegokolwiek mechanizmu; naładowana sprężyna przechowuje energię wystarczającą do spowodowania poważnych obrażeń, jeśli zostanie nieoczekiwanie zwolniona
- Lock out / tag out obwód ładowania silnika i obwody sterowania wyłączaniem/zamykaniem
- Potwierdź położenie styku przerywacza próżni - wyłącznik powinien znajdować się w pozycji otwartego styku podczas pracy mechanizmu
Procedura smarowania krok po kroku
Krok 1: Usunięcie zdegradowanego smaru
Stary smar musi zostać usunięty przed nałożeniem nowego smaru - nałożenie świeżego smaru na zdegradowany materiał nie przywraca wydajności smarowania; rozcieńcza nowy smar i zatrzymuje cząsteczki ścierne.
- Używać zatwierdzonego przez producenta rozpuszczalnika (alkoholu izopropylowego lub syntetycznego rozpuszczalnika do czyszczenia) nakładanego niestrzępiącą się szmatką lub wacikami bawełnianymi.
- Wyczyść wszystkie połączenia sworzniowe, powierzchnie krzywek i powierzchnie łożysk wału do gołego metalu.
- Odczekać do całkowitego odparowania rozpuszczalnika przed nałożeniem nowego smaru (minimum 15 minut).
- Nie używaj sprężonego powietrza do przyspieszenia suszenia - unoszące się w powietrzu opary rozpuszczalnika w zamkniętym pomieszczeniu rozdzielnicy stanowią zagrożenie pożarowe i zdrowotne.
Krok 2: Nasmarowanie sworzni łączących i przegubów widełkowych
- Nałożyć syntetyczny smar litowo-kompleksowy kategorii A (NLGI 1) na każdy sworzeń za pomocą aplikatora smaru z cienką końcówką lub bawełnianego wacika.
- Docelowe zastosowanie: cienka, ciągła powłoka na powierzchni kołka o grubości około 0,1 mm - 0,2 mm.
- Obróć każdy sworzeń w pełnym zakresie ruchu po aplikacji, aby równomiernie rozprowadzić smar na powierzchni styku tulei.
- Usunąć nadmiar smaru z końcówek sworzni - nadmiar materiału migruje do sąsiednich powierzchni izolacyjnych podczas pracy.
Krok 3: Nasmarowanie krzywki i rolki zamykającej
- Nałożyć smar syntetyczny kategorii C EP na powierzchnię styku krzywki za pomocą małego pędzelka - pokrycie musi obejmować całą szerokość profilu krzywki.
- Nałożyć cienką warstwę na zewnętrzną powierzchnię wałka
- Ręczne uruchomienie mechanizmu przez jeden skok zamykania (sprężyna rozładowana, bez zasilania elektrycznego) w celu sprawdzenia płynnego zazębiania się krzywki z rolką.
Krok 4: Nasmarowanie tulei wału głównego
- W przypadku tulei z brązu zwykłego: wstrzyknąć smar kategorii A przez smarowniczkę (jeśli jest zamontowana) lub nanieść bezpośrednio na złącze wał-tuleja za pomocą cienkiego aplikatora - nie przepełniać; zbiornik tulei wymaga tylko 0,5 cm³ - 1,0 cm³ smaru na aplikację.
- W przypadku uszczelnionych łożysk kulkowych: sprawdzaj tylko integralność uszczelnienia - nie nakładaj smaru zewnętrznego; uszkodzone uszczelnienie wymaga wymiany łożyska, a nie dodatkowego smarowania.
Krok 5: Nasmarowanie mechanizmu zatrzasku
Jest to najbardziej precyzyjny etap procedury i wymaga największej dyscypliny:
- Wyczyść rolkę zatrzasku i powierzchnię zatrzasku do gołego metalu.
- Nałożyć suchy smar PTFE kategorii B jako pojedynczą cienką warstwę - aplikacja aerozolu z odległości 150 mm zapewnia prawidłową grubość powłoki.
- Odczekać do całkowitego odparowania rozpuszczalnika nośnika (10-15 minut) przed ponownym montażem.
- Nie nakładać smaru na powierzchnię zatrzasku - nagromadzenie się smaru na tej powierzchni zmienia głębokość zatrzaśnięcia zatrzasku i stwarza uciążliwe ryzyko potknięcia.
Krok 6: Nasmarowanie sprężynowego mechanizmu ładowania (sprężynowe moduły VCB)
- Nałóż syntetyczny olej przekładniowy kategorii C lub smar NLGI 2 EP na zęby przekładni ślimakowej za pomocą małego pędzelka.
- Sprawdź zapadkę i zęby koła zapadkowego pod kątem zużycia - nasmaruj smarem kategorii A, ale wymień, jeśli zużycie zębów przekracza 20% oryginalnej głębokości profilu.
- Sprawdzić, czy rurka prowadząca sprężyny jest czysta i nałożyć cienką warstwę smaru kategorii A na wewnętrzną powierzchnię rurki prowadzącej.
Krok 7: Weryfikacja działania po smarowaniu
Przed przywróceniem wyłącznika do pracy należy wykonać następującą sekwencję weryfikacji:
- Ręcznie naładować sprężynę zamykającą i sprawdzić, czy ruch ładowania jest płynny, bez zacięć lub nieregularnego oporu.
- Wykonaj jedną operację elektrycznego zamykania i zmierz czas zamykania - musi mieścić się w zakresie ±10% od fabrycznej wartości bazowej.
- Wykonaj jedną operację wyzwolenia elektrycznego i zmierz czas otwarcia - musi mieścić się w zakresie ±10% od fabrycznej wartości bazowej.
- Zmierz rezystancję styku pierwotnego w pozycji serwisowej - musi mieścić się w zakresie ±2 µΩ.
- Wykonaj jeden pełny cykl stelaża (odizolowany → test → serwis → test → odizolowany) i zmierz moment obrotowy stelaża - musi mieścić się w zakresie podstawowym ±30%.
Typowe błędy podczas smarowania
- Nadmierne smarowanie połączeń sworzniowych: Nadmiar smaru jest wydalany podczas pracy mechanizmu i migruje na powierzchnie izolacyjne, tworząc ścieżki, które zmniejszają wytrzymałość dielektryczną
- Smarowanie uszczelnionych łożysk: Wtłaczanie smaru przez uszczelki łożysk powoduje wzrost ciśnienia we wnęce łożyska, usuwając smar fabryczny i zanieczyszczając go materiałem nałożonym na miejscu.
- Pomijanie etapu czyszczenia: Jest to najczęstsza droga na skróty podejmowana pod presją czasu w oknach konserwacyjnych podstacji - i ta, która najbardziej konsekwentnie prowadzi do przedwczesnego ponownego zanieczyszczenia
- Stosowanie PTFE w aerozolu na powierzchniach krzywek: Suchy film PTFE zapewnia niewystarczającą zdolność przenoszenia obciążeń w przypadku dużych naprężeń stykowych na styku krzywka-rolka - w tym przypadku należy stosować smar EP, a nie smar suchy.
Jak opracować harmonogram smarowania w cyklu życia dla niezawodności podstacji VCB?
Pojedyncze smarowanie, niezależnie od tego, jak dobrze wykonane, nie zapewni niezawodności VCB przez 25-30 lat eksploatacji. Niezawodność wymaga ustrukturyzowanego harmonogramu cyklu życia, który uwzględnia częstotliwość pracy, warunki środowiskowe i szybkość degradacji różnych typów smarów w środowiskach podstacji.
Harmonogram smarowania w cyklu życia produktu
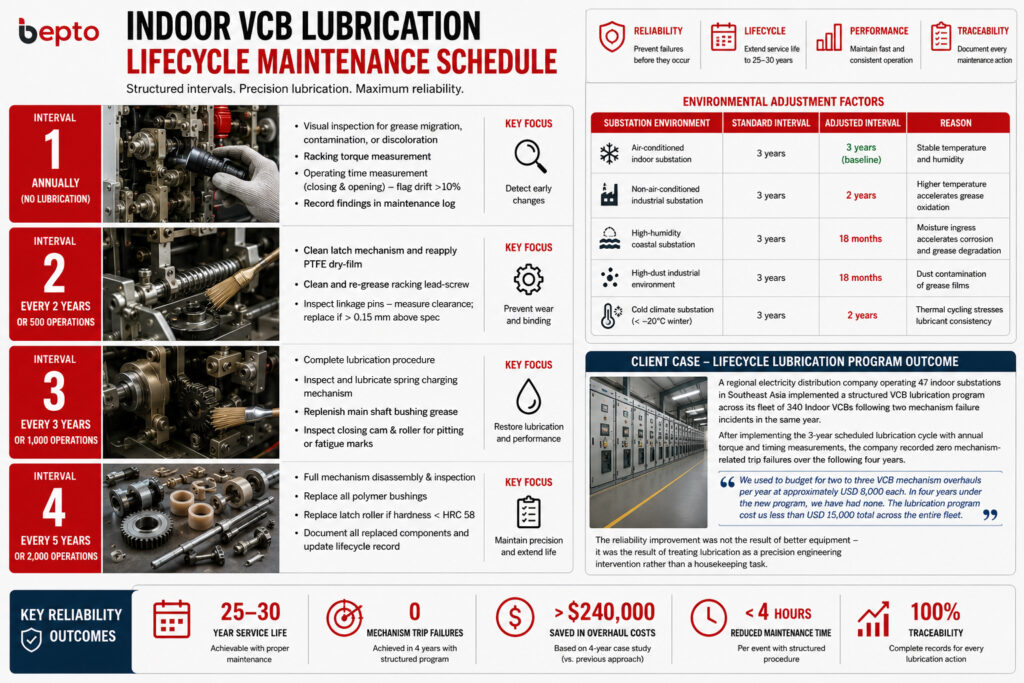
Interwał 1: Przegląd roczny (bez smarowania)
- Kontrola wzrokowa dostępnych powierzchni mechanizmu pod kątem migracji smaru, zanieczyszczenia lub odbarwienia.
- Pomiar momentu obrotowego na stojaku i porównanie z wartością wyjściową
- Pomiar czasu pracy (zamykanie i otwieranie) - oznaczenie odchylenia > 10% od linii bazowej w celu zbadania w następnym zaplanowanym oknie konserwacji.
- Zapisywanie wyników kontroli w dzienniku konserwacji VCB
Interwał 2: Co 2 lata lub 500 operacji
- Pełne czyszczenie mechanizmu zatrzaskowego i ponowne nałożenie suchej warstwy PTFE
- Czyszczenie i ponowne smarowanie śruby pociągowej zębatki za pomocą smaru PTFE lub smaru litowo-kompleksowego
- Kontrola sworznia łącznika - zmierzyć średnicę sworznia i średnicę wewnętrzną tulei; wymienić, jeśli luz przekracza 0,15 mm powyżej specyfikacji projektowej.
Interwał 3: Co 3 lata lub 1000 operacji
- Pełna procedura smarowania opisana w sekcji III
- Kontrola i smarowanie sprężynowego mechanizmu ładowania
- Uzupełnianie smaru tulei wału głównego
- Kontrola powierzchni krzywki zamykającej i wałka pod kątem wżerów lub śladów zmęczenia materiału.
Interwał 4: Co 5 lat lub 2000 operacji
- Pełny demontaż i kontrola mechanizmu
- Wymień wszystkie tuleje polimerowe niezależnie od zmierzonego zużycia - pełzanie polimeru przez 5 lat w środowisku podstacji powoduje dryft wymiarowy, który nie zawsze jest wykrywalny przez sam pomiar luzu.
- Wymień rolkę zatrzasku, jeśli twardość powierzchni uległa pogorszeniu (test twardości Rockwella - minimum HRC 58 dla rolek zatrzasku ze stali hartowanej).
- Udokumentować wszystkie wymienione komponenty i zaktualizować zapis cyklu życia VCB.
Czynniki dostosowania środowiskowego
| Środowisko podstacji | Standardowy interwał | Skorygowany interwał | Powód |
|---|---|---|---|
| Klimatyzowana podstacja wewnętrzna | 3 lata | 3 lata (poziom wyjściowy) | Stabilna temperatura i wilgotność |
| Nieklimatyzowana podstacja przemysłowa | 3 lata | 2 lata | Wyższa temperatura przyspiesza utlenianie smaru |
| Podstacja przybrzeżna o wysokiej wilgotności | 3 lata | 18 miesięcy | Wnikanie wilgoci przyspiesza korozję i degradację smaru |
| Środowisko przemysłowe o wysokim zapyleniu | 3 lata | 18 miesięcy | Zanieczyszczenie warstw smaru pyłem |
| Podstacja w zimnym klimacie (< -20°C zimą) | 3 lata | 2 lata | Cykle termiczne wpływają na konsystencję smaru |
Przykład terenowy: Wyniki programu smarowania strukturalnego
Regionalna firma zajmująca się dystrybucją energii elektrycznej, obsługująca 47 wewnętrznych podstacji w Azji Południowo-Wschodniej, wdrożyła ustrukturyzowany program smarowania VCB w całej swojej flocie 340 wewnętrznych VCB po dwóch incydentach awarii mechanizmu w tym samym roku. Przed wdrożeniem programu smarowanie było przeprowadzane oportunistycznie - gdy mechanizm wykazywał oznaki sztywności lub gdy wyłącznik był dostępny w celu przeprowadzenia innych prac konserwacyjnych. Po wdrożeniu 3-letniego zaplanowanego cyklu smarowania z corocznymi pomiarami momentu obrotowego i rozrządu, firma odnotowała zero awarii związanych z mechanizmem w ciągu kolejnych czterech lat. Kierownik ds. konserwacji poinformował: “Zwykle przeznaczaliśmy budżet na dwa do trzech przeglądów mechanizmów VCB rocznie za około 8 000 USD każdy. W ciągu czterech lat w ramach nowego programu nie mieliśmy żadnego. Program smarowania kosztował nas łącznie mniej niż 15 000 USD dla całej floty”.” Poprawa niezawodności nie wynikała z zastosowania lepszego sprzętu - było to wynikiem traktowania smarowania jako precyzyjnej interwencji inżynieryjnej, a nie zadania związanego z utrzymaniem porządku.
Wnioski
Smarowanie mechanizmu roboczego to inwestycja w konserwację o najwyższym zwrocie z inwestycji, zapewniająca niezawodność wewnętrznych VCB w podstacjach średniego napięcia. Komponenty są dobrze zdefiniowane, specyfikacje smaru są precyzyjne, procedura jest ustrukturyzowana i powtarzalna, a harmonogram cyklu życia jest łatwy do wdrożenia. To, co odróżnia podstacje o stałej 30-letniej żywotności VCB od tych z powtarzającymi się awariami mechanizmu, to nie tylko jakość sprzętu - to dyscyplina w stosowaniu właściwego środka smarnego, do właściwego komponentu, we właściwych odstępach czasu, z właściwą procedurą weryfikacji. W podstacji średniego napięcia, aplikacja smaru o wartości 30 USD wykonana prawidłowo jest warta więcej dla niezawodności systemu niż wymiana komponentu o wartości 3000 USD wykonana po wystąpieniu awarii.
Często zadawane pytania dotyczące smarowania mechanizmu roboczego VCB do zastosowań wewnętrznych
P: Jak często należy smarować mechanizm roboczy wewnętrznego modułu VCB w standardowym środowisku wewnętrznej podstacji?
A: Pełna procedura smarowania powinna być wykonywana co 3 lata lub 1000 operacji, w zależności od tego, co nastąpi wcześniej, w standardowej klimatyzowanej podstacji wewnętrznej. Środowiska o wysokiej wilgotności, wysokim zapyleniu lub nieklimatyzowane wymagają skrócenia tego okresu do 18-24 miesięcy.
P: Dlaczego smar silikonowy jest zabroniony do stosowania w mechanizmach roboczych VCB Indoor?
A: Smar silikonowy migruje na główne powierzchnie styku, zmniejszając przewodność styku i zwiększając rezystancję styku. Jest również niekompatybilny z niektórymi elastomerowymi uszczelkami w zespole mechanizmu i zapewnia niewystarczającą wytrzymałość powłoki dla interfejsów krzywek i zatrzasków o dużym obciążeniu.
P: Jaki jest prawidłowy smar do mechanizmu zatrzaskowego w mechanizmie roboczym Indoor VCB?
A: Rolka zatrzasku i powierzchnia zaczepu wymagają suchego smaru na bazie PTFE - nie smaru. Nagromadzenie smaru na powierzchni zatrzasku zmienia efektywną głębokość zatrzaśnięcia (zwykle 0,3-0,8 mm), powodując uciążliwe ryzyko zadziałania pod wpływem wibracji lub zmniejszając niezawodność zadziałania w warunkach awarii.
P: W jaki sposób zespół ds. konserwacji podstacji może wykryć nieodpowiednie smarowanie, zanim dojdzie do awarii mechanizmu?
A: Roczne pomiary czasu pracy (czas zamykania i otwierania) oraz pomiary momentu obrotowego zębatki w stosunku do wartości bazowych rozruchu to dwa najbardziej wiarygodne wczesne wskaźniki. Odchylenie czasu zamykania lub otwierania przekraczające 10% od wartości bazowej lub moment obrotowy na zębatce przekraczający wartość bazową o 30% wskazuje na degradację smarowania wymagającą interwencji.
P: Czy smarowanie mechanizmu roboczego VCB do zastosowań wewnętrznych unieważnia gwarancję producenta lub certyfikat IEC?
A: Nie - pod warunkiem, że smarowanie jest wykonywane przy użyciu smarów określonych przez producenta i zgodnie z udokumentowaną procedurą konserwacji. Używanie niespecyfikowanych smarów (w szczególności smarów na bazie ropy naftowej lub związków silikonowych) może spowodować utratę gwarancji na uszkodzenia mechanizmu i jest niezgodne z wymaganiami konserwacyjnymi IEC 62271-100.
-
“Wprowadzenie do porowatych łożysk metalowych”, https://sdp-si.com/Design-Data/Porous-Metal-Bearings.php. [Porowate łożyska ze spiekanego metalu przechowują smar w połączonej sieci pustych przestrzeni stanowiących 15-25% całkowitej objętości łożyska; ten skończony wewnętrzny zbiornik wyczerpuje się poprzez uwalnianie kapilarne podczas obrotu wału, wymagając okresowego uzupełniania]. Rola dowodu: mechanizm; Typ źródła: przemysł. Wsparcie: Twierdzenie, że tuleje z brązu zwykłego zatrzymują smar w swojej porowatej strukturze, ale wymagają ponownego smarowania co 3-5 lat, ponieważ wewnętrzny zbiornik oleju wyczerpuje się. ↩
-
“Ekstremalne dodatki ciśnieniowe w olejach przekładniowych”, https://www.machinerylubrication.com/Read/1406/extreme-pressure-additives. [Dodatki EP tworzą chemicznie związaną warstwę ochronną na powierzchniach metalowych poddawanych wysokim naprężeniom stykowym, zapobiegając zużyciu adhezyjnemu i zmęczeniu wżerowemu powierzchni, gdy warstwa oleju bazowego nie jest już w stanie wytrzymać przyłożonego obciążenia]. Rola dowodu: mechanizm; Typ źródła: przemysł. Wsparcie: Specyfikacja, zgodnie z którą interfejs krzywka-rolka poddawany wysokim naprężeniom stykowym podczas suwu zamykania wymaga środka smarnego z dodatkami EP, aby zapobiec zmęczeniu powierzchni. ↩
-
“Polialfaolefinowe (PAO) środki smarne objaśnione”, https://www.machinerylubrication.com/Read/31106/polyalphaolefin-pao-lubricants. [Oleje bazowe PAO nie zawierają wosku i wykazują temperaturę krzepnięcia do -50°C do -60°C, umożliwiając płynność smaru i szybki ruch mechanizmu w temperaturach poniżej zera, w których smary na bazie olejów mineralnych zwiększałyby lepkość i ograniczały ruch]. Rola dowodu: statystyka; Typ źródła: przemysł. Wsparcie: Wymóg, zgodnie z którym smary do mechanizmów VCB muszą pozostawać płynne w temperaturze co najmniej -25°C, a w przypadku podstacji pracujących w zimnym klimacie w temperaturze -40°C. ↩
-
“Zgodność materiałów ze smarami i olejami”, https://www.nyelubricants.com/material-compatibility. [Węglowodorowe oleje bazowe z ropy naftowej są chemicznie niekompatybilne z polimerami inżynieryjnymi, w tym poliamidem, acetalem (POM) i PTFE, powodując pęcznienie i zniekształcenia wymiarowe podczas długotrwałego kontaktu, szczególnie w podwyższonych temperaturach]. Rola dowodu: mechanizm; Typ źródła: przemysł. Wsparcie: Zakaz stosowania smarów ropopochodnych w mechanizmach VCB zawierających komponenty polimerowe PA, POM i PTFE oraz określone 12-24-miesięczne ramy czasowe pogorszenia jakości. ↩
-
“Dwusiarczek molibdenu - Wikipedia”,https://en.wikipedia.org/wiki/Molybdenum_disulfide. [MoS₂ jest materiałem półprzewodnikowym; jego postać cząsteczkowa przewodzi prąd elektryczny, co sprawia, że smary zawierające MoS₂ nie nadają się do stosowania w pobliżu powierzchni styku pod napięciem lub elementów izolacyjnych w rozdzielnicach elektrycznych, gdzie przewodnictwo mogłoby spowodować uszkodzenie dielektryczne lub śledzenie]. Rola dowodu: mechanizm; Typ źródła: badania. Wsparcie: Zakaz stosowania smarów MoS₂ w pobliżu pierwotnych powierzchni styku i elementów izolacyjnych w mechanizmach roboczych Indoor VCB. ↩
