

Попитайте който и да е инженер по поддръжката на подстанция коя е единичната намеса, предотвратила най-много аварии на закрити VCB през неговата кариера, и отговорът почти никога не е основен ремонт или подмяна на компонент. Това е смазването - приложено правилно, към правилните компоненти, с правилния материал, на правилния интервал. Въпреки това в подстанциите средно напрежение по целия свят смазването на работните механизми остава една от най-непоследователно изпълняваните задачи по поддръжката в цялата програма за надеждност на подстанциите средно напрежение. Екипите или прекаляват със смазването с неподходяща грес, като създават замърсяване, което ускорява износването, или недостатъчно смазват поради небрежност, позволявайки контакт метал-метал, който постепенно разрушава прецизно обработените повърхности. Правилно изпълнената програма за смазване на работния механизъм на закрит VCB не е рутинна задача за поддържане на чистотата - тя е основна намеса за надеждност, която пряко определя дали прекъсвачът ще се задейства за 25 милисекунди или изобщо няма да се задейства. Това ръководство предоставя пълната техническа рамка: кои компоненти се нуждаят от смазване, кои материали да се използват, как да се изпълни процедурата и как да се състави график за поддръжка през целия жизнен цикъл, който да поддържа надеждността на подстанцията през 30-годишен експлоатационен период.
Съдържание
- Кои компоненти на работния механизъм се нуждаят от смазване в закрит VCB?
- Какви спецификации на смазочните материали се прилагат за механизмите VCB за средно напрежение?
- Как да извършите пълна процедура за смазване на работния механизъм?
- Как да съставим график за смазване през целия жизнен цикъл за надеждност на подстанция VCB?
Кои компоненти на работния механизъм се нуждаят от смазване в закрит VCB?

Работният механизъм на вътрешната VCB система е прецизна кинематична система - внимателно проектирана последователност от лостове, разпределители, ключалки и връзки, които трябва да преобразуват натрупаната енергия (пружинна или магнитна) в контролирано движение на контакта в рамките на определен период от време. Всеки фрикционен интерфейс в тази система е потенциална точка на повреда и всяка точка на повреда има изискване за смазване. Разбирането на това кои компоненти се нуждаят от смазване - и защо - е в основата на една ефективна програма за поддръжка. Случайното нанасяне на грес върху видими метални повърхности не е поддръжка на смазването; то е замърсяване.
Компоненти на първичния механизъм и изисквания за тяхното смазване
1. Основен работен вал и лагери
Главният вал предава ротационната сила от елемента за съхранение на енергия (пружина или магнитен задвижващ механизъм) към контактната задвижваща връзка. Той се движи в обикновени бронзови втулки или в уплътнени сачмени лагери в зависимост от конструктивното поколение на VCB.
- Обикновени бронзови втулки: изискват периодично допълване с грес - материалът на втулката е порест и задържа смазка, но този резервоар се изчерпва за 3-5 години експлоатация1
- Уплътнени сачмени лагери: фабрично смазани за цял живот в модерните конструкции - не изискват смазване на място, но трябва да се проверяват за целостта на уплътнението.
2. Механизъм за заключване и задействане
Сглобката на ключалката е най-прецизната точка за смазване в целия механизъм. Състои се от ролка от закалена стомана, която се захваща за повърхността на ключалката, придържана от пружина на ключалката. Геометрията на зацепване обикновено се проектира с дълбочина на зацепване на ключалката от 0,3 mm - 0,8 mm - толеранс, който прави този интерфейс изключително чувствителен към дебелината на смазочния филм.
- Твърде малко смазка: увеличава се триенето на ролката на ключалката, което изисква по-голяма сила на задействане на намотката за освобождаване - води до бавни времена на задействане или повреди без задействане.
- Прекалено много смазка: излишната смазка мигрира върху повърхността на зацепване на ключалката, намалявайки ефективната дълбочина на зацепване и причинявайки неприятни спъвания при вибрации.
3. Затварящ механизъм и ролка
Затварящата кула преобразува ротационното движение на вала в линейно движение на контактното задвижване. Интерфейсът между кула и ролка работи при високо контактно напрежение по време на затварящия ход и изисква смазочен материал с достатъчно добавки за екстремно налягане (EP), за да се предотврати умората на повърхността.2
4. Щифтове на свръзката и клиновидни шарнири
Всяко шарнирно съединение в работната връзка представлява интерфейс на плъзгащо се триене. Типичният механизъм VCB с пружинно задвижване на закрито съдържа 8-14 щифтови съединения в зависимост от сложността на дизайна. Всеки щифт работи в бронзова или полимерна втулка и се нуждае от тънък, равномерен слой грес.
5. Оловен винт и направляващи релси за стелажи
Както е описано в предишния технически анализ, механизмът за подреждане изисква специфична синтетична грес както по страните на резбата на водещия винт, така и по контактните повърхности на направляващата релса - отделно от смазването на работния механизъм.
6. Пружинен механизъм за зареждане (само за пружинни VCB)
Задвижваният от двигателя възел за зареждане на пружината включва червячна предавка, тресчотка и направляваща тръба на пружината - всички те се нуждаят от смазване, независимо от основния работен механизъм.
Обобщение на смазването на компонентите
| Компонент | Тип смазване | Интервал | Критичен параметър |
|---|---|---|---|
| Главен вал, плъзгащи се втулки | Синтетична грес (NLGI 1-2) | 3 години | Непрекъснатост на филма |
| Ролка и повърхност на ключалката | Тънък смазочен материал със сух филм | 2 години | Контрол на дебелината на филма |
| Затваряне на кула и ролка | Синтетична грес EP (NLGI 2) | 3 години | Клас на добавките EP |
| Щифтове и шарнири на свръзките | Синтетична грес (NLGI 1) | 3 години | Пълно покритие на щифтовете |
| Оловен винт за подреждане | PTFE или литиево-комплексна грес | 1-2 години | Покритие на фланеца на резбата |
| Пролетно зареждане на червячната предавка | Синтетично трансмисионно масло или грес NLGI 2 | 3 години | Съответствие с класа на вискозитета |
| Запечатани сачмени лагери | Без смазване на място | Проверявайте само уплътненията | Цялост на уплътнението |
Какви спецификации на смазочните материали се прилагат за механизмите VCB за средно напрежение?

Изборът на смазочни материали за работните механизми на VCB се определя от три инженерни ограничения, които изключват от разглеждане повечето смазочни материали с общо предназначение: диапазон на работната температура, съвместимост на материалите и изисквания за функционална точност. Неправилният избор е най-честата причина за повредите на механизмите в подстанциите, предизвикани от смазването.
Трите управляващи ограничения
Ограничение 1: Работен температурен диапазон
Вътрешната среда на подстанциите излага механизмите на VCB на по-широк температурен диапазон, отколкото повечето екипи по поддръжката оценяват. В помещението на разпределителното устройство в промишлена подстанция в тропиците температурата на околната среда може да достигне 55°C през лятото; същото помещение в подстанция със северен климат може да достигне -15°C през зимата. Работният механизъм трябва да функционира надеждно в целия този диапазон, което означава, че смазочният материал трябва да поддържа достатъчен вискозитет при ниска температура и достатъчна якост на филма при висока температура.
- Необходими характеристики при ниски температури: смазочният материал трябва да остане течен при минимум -25°C (-40°C за подстанции със студен климат).3
- Необходими характеристики при високи температури: смазочният материал трябва да поддържа консистенция от клас NLGI при +70°C (температура на повърхността на механизма при многократна работа)
Ограничение 2: Съвместимост на материалите
Работните механизми на VCB съдържат полимерни компоненти - направляващи втулки, изолационни дистанционери, изолация на проводниците - които са химически несъвместими със смазочни материали на петролна основа. Петролните въглеводороди причиняват подуване и изкривяване на размерите на компонентите от полиамид (PA), полиоксиметилен (POM) и политетрафлуороетилен (PTFE) в продължение на 12-24 месеца при контакт с тях.4
Ограничение 3: Функционални изисквания за точност
Механизмът на ключалката и връзката за задействане работят в рамките на допустимите отклонения от 0,1 mm - 0,5 mm. Смазочен материал, който мигрира, отделя се или се натрупва в резултат на многократни цикли на прилагане, ще промени ефективните хлабини в тези прецизни интерфейси - променяйки времето на задействане по начин, който не може да бъде открит без оборудване за измерване на времето.
Одобрени категории смазочни материали
Категория А: Синтетична литиево-комплексна грес (NLGI клас 1-2)
- Базово масло: Полиалфаолефин (PAO) или синтетичен естер
- Работен обхват: -40°C до +150°C
- Приложения: Втулки на главния вал, затварящ елемент, щифтове за свързване
- Ключово свойство: Нисък процент на изпускане, стабилна консистенция в целия температурен диапазон
- Примерна спецификация: Mobilgrease XHP 222 или еквивалентен литиев комплекс на базата на PAO
Категория В: Смазка със сухо фолио на базата на PTFE
- Форма: Аерозол или паста с твърди смазочни частици от PTFE
- Работен обхват: -60°C до +200°C
- Приложения: Ролка на ключалка, повърхност на зацепване на ключалка, прецизни плъзгащи се повърхности
- Ключово свойство: Контролирана дебелина на слоя, без миграция, съвместим с всички полимери
- Критично предимство: Не променя геометрията на задействане на ключалката чрез натрупване
Категория C: Синтетично трансмисионно масло или грес NLGI 2 с EP добавки
- Базово масло: Синтетичен PAO с пакет добавки за екстремно налягане
- Приложения: Пружинно зареждане на червячна предавка, повърхности на кула с високо натоварване
- Ключово свойство: EP добавките предотвратяват умората на повърхността при високо контактно напрежение
Смазочни материали, които никога не трябва да се използват за механизмите VCB
- Грес на петролна основа (грес за автомобилни шасита, обща грес за лагери): атакува полимерни втулки, карбонизира се при повишена температура
- Силиконова грес: мигрира върху контактните повърхности, намалява проводимостта на контактите и е несъвместим с някои еластомерни уплътнения.
- WD-40 или проникващи масла: изместват съществуващите смазочни филми, не осигуряват дълготрайно смазване и оставят остатъци, които привличат замърсяването с прах.
- Антизалепващи съединения на медна основа: електропроводими, несъвместими с изолационни повърхности и твърде вискозни за прецизни интерфейси на механизмите.
- Смазки с молибденов дисулфид (MoS₂): Частиците MoS₂ са електропроводими и никога не трябва да се използват в близост до контактни повърхности или изолационни компоненти.5
Как да извършите пълна процедура за смазване на работния механизъм?

Пълната процедура за смазване на работния механизъм на VCB на закрито е структурирана последователност, а не свободно нанасяне на грес върху видимите повърхности. Последователността е от значение, тъй като някои компоненти трябва да се почистят преди смазване, някои трябва да се смажат в определен ред, за да се избегне замърсяване на съседни повърхности, а някои изискват функционална проверка след смазване, преди прекъсвачът да бъде върнат в експлоатация.
Изисквания за безопасност преди процедурата
Преди започване на работа по смазване на подстанция VCB:
- Потвърдете, че прекъсвачът е в изолирано положение - първичните и вторичните контакти са напълно разединени, камионът е изваден от кабината или е поставен в изолирано положение
- Прилагане на безопасно заземяване към първичната верига от двете страни на мястото на прекъсвача съгласно процедурата за заземяване на подстанцията
- Пружина за затваряне на разтоварването - пружината трябва да е в разредено (разблокирано) състояние преди достъп до механизма; заредената пружина съхранява достатъчно енергия, за да причини сериозно нараняване при неочаквано освобождаване.
- Блокиране / маркиране веригата за зареждане на двигателя и веригите за управление на изключването/затварянето.
- Потвърждаване на позицията на контакта на вакуумния прекъсвач - прекъсвачът трябва да е в отворено положение на контакта по време на работа на механизма
Стъпка по стъпка за смазване
Стъпка 1: Премахване на изхабената смазка
Старата смазка трябва да се отстрани преди нанасянето на нова смазка - нанасянето на прясна смазка върху разрушен материал не възстановява смазочните характеристики; то разрежда новата смазка и задържа абразивни частици от износването.
- Използвайте одобрен от производителя разтворител (изопропилов алкохол или синтетичен почистващ разтворител), нанесен с кърпа без власинки или памучни тампони.
- Почистете всички съединения на щифтовете, повърхностите на куплунзите и лагерните повърхности на валовете до гол метал.
- Изчакайте пълното изпаряване на разтворителя, преди да нанесете нов смазочен материал (минимум 15 минути).
- Не използвайте сгъстен въздух за ускоряване на сушенето - изпаренията на разтворителя във въздуха в затворено помещение за разпределителни устройства представляват опасност за здравето и пожара.
Стъпка 2: Смазване на щифтовете на свръзката и шарнирите
- Нанесете синтетична литиево-комплексна грес от категория А (NLGI 1) върху всеки щифт с помощта на апликатор за грес с фин връх или памучен тампон.
- Целево приложение: тънък непрекъснат филм върху повърхността на щифта, с дебелина на филма приблизително 0,1 - 0,2 мм
- Завъртете всеки щифт в пълния му обхват на движение след нанасяне, за да разпределите смазката равномерно по контактната повърхност на втулката.
- Отстранете излишната грес от краищата на щифтовете - излишният материал мигрира към съседните изолационни повърхности по време на работа.
Стъпка 3: Смазване на затварящия елемент и ролката
- Нанесете синтетична грес от категория C EP върху контактната повърхност на куплунга с помощта на малка четка - покритието трябва да обхваща цялата ширина на профила на куплунга.
- Нанесете тънък слой върху външната повърхност на валяка
- Ръчен цикъл на затваряне на механизма с един ход (изпускане на пружината, без електрическо захранване), за да се провери гладкото зацепване на ролката с куката.
Стъпка 4: Смазване на втулките на главния вал
- За обикновени бронзови втулки: впръскайте грес от категория А през нипела за грес (ако е монтиран) или нанесете директно върху връзката вал-втулка с помощта на фин апликатор - не препълвайте; резервоарът на втулката изисква само 0,5 cm³ - 1,0 cm³ грес за едно приложение.
- За уплътнени сачмени лагери: проверявайте само целостта на уплътнението - не нанасяйте външна грес; компрометирано уплътнение изисква смяна на лагера, а не допълнително смазване.
Стъпка 5: Смазване на механизма на ключалката
Това е най-прецизната стъпка в процедурата и изисква най-голяма дисциплина:
- Почистете ролката на ключалката и повърхността на зацепване на ключалката до гол метал
- Нанесете сухото смазочно фолио от категория B като единичен тънък слой - аерозолното нанасяне от разстояние 150 mm осигурява правилната дебелина на слоя
- Изчакайте пълното изпаряване на разтворителя на носителя (10-15 минути) преди повторното сглобяване
- Не нанасяйте грес върху повърхността на зацепване на ключалката - натрупването на слой грес върху тази повърхност променя дълбочината на зацепване на ключалката и създава риск от неприятно спъване.
Стъпка 6: Смазване на пружинния механизъм за зареждане (пружинни VCB)
- Нанесете синтетично трансмисионно масло от категория С или грес NLGI 2 EP върху зъбите на червячните предавки с помощта на малка четка.
- Проверете за износване зъбите на тресчотката и колелото на тресчотката - смажете с грес от категория А, но сменете, ако износването на зъбите надвишава 20% от дълбочината на оригиналния профил.
- Проверете дали направляващата тръба на пружината е чиста и нанесете тънък слой грес от категория А върху вътрешната повърхност на направляващата тръба.
Стъпка 7: Функционална проверка след смазване
Преди да върнете прекъсвача в експлоатация, извършете следната последователност на проверка:
- Ръчно зареждане на затварящата пружина и проверка на плавното движение на зареждане без обвързване или неравномерно съпротивление.
- Извършване на една операция за електрическо затваряне и измерване на времето за затваряне - трябва да бъде в рамките на ±10% от фабричната базова стойност
- Извършване на една операция по електрическо задействане и измерване на времето за отваряне - трябва да бъде в рамките на ±10% от фабричната базова стойност
- Измерване на съпротивлението на първичния контакт в работно положение - трябва да бъде в рамките на базовата линия ±2 µΩ
- Извършване на един пълен цикъл на подреждане (изолирано → изпитване → експлоатация → изпитване → изолирано) и измерване на въртящия момент на подреждане - трябва да бъде в рамките на базовата линия ±30%
Често срещани грешки при изпълнение на смазването
- Прекомерно смазване на щифтовите съединения: Излишната грес се отделя по време на работа на механизма и мигрира върху изолационните повърхности, създавайки следи, които намаляват диелектричната якост.
- Смазване на уплътнени лагери: Нагнетяването на грес покрай уплътненията на лагерите води до повишаване на налягането в кухината на лагера, изхвърляне на фабричната грес и замърсяването й с материал, нанесен на място.
- Пропускане на етапа на почистване: Това е най-често срещаният кратък път, който се предприема под натиска на времето в прозорците за поддръжка на подстанциите - и който най-често води до преждевременно повторно замърсяване.
- Използване на аерозолен PTFE върху повърхностите на кулаците: Сухото фолио от PTFE не осигурява достатъчен капацитет на натоварване за високото контактно напрежение в областта на връзката между кула и ролка - тук използвайте EP грес, а не смазка със сухо фолио
Как да съставим график за смазване през целия жизнен цикъл за надеждност на подстанция VCB?
Еднократното смазване, колкото и добре да е извършено, не осигурява надеждност на VCB през целия 25-30-годишен експлоатационен период. Надеждността изисква структуриран график на жизнения цикъл, който отчита честотата на работа, условията на околната среда и скоростта на разграждане на различните видове смазочни материали в условията на подстанциите.
Рамка на графика за смазване през целия жизнен цикъл
Интервал 1: Годишна проверка (без смазване)
- Визуална проверка на достъпните повърхности на механизмите за миграция на грес, замърсяване или промяна на цвета.
- Измерване на въртящия момент на стелажа и сравнение с базовите стойности
- Измерване на работното време (затваряне и отваряне) - маркирайте всяко отклонение > 10% от базовата линия за изследване при следващия планиран прозорец за поддръжка
- Записване на резултатите от проверката в дневника за поддръжка на VCB
Интервал 2: На всеки 2 години или 500 операции
- Пълно почистване на механизма на ключалката и повторно нанасяне на сухо фолио от PTFE
- Почистване и повторно смазване на водещия винт на рейка с PTFE или литиево-комплексна грес
- Проверка на щифта на свръзката - измерване на диаметъра на щифта и вътрешния диаметър на втулката; ако хлабината надвишава 0,15 мм над конструктивната спецификация, тя се заменя.
Интервал 3: На всеки 3 години или 1 000 операции
- Изпълнете процедурата за смазване, както е описана в раздел III
- Проверка и смазване на пружинния механизъм за зареждане
- Допълване на смазката на втулката на главния вал
- Проверка на повърхността на затварящите се гърбици и ролки за следи от питинг или умора
Интервал 4: На всеки 5 години или 2 000 операции
- Пълно разглобяване и проверка на механизма
- Заменете всички полимерни втулки, независимо от измереното износване - пълзенето на полимера в продължение на 5 години в среда на подстанция води до изместване на размерите, което невинаги се открива само чрез измерване на хлабините.
- Подменете ролката на ключалката, ако твърдостта на повърхността е намаляла (тест за твърдост по Рокуел - минимум HRC 58 за ролките на ключалката от закалена стомана)
- Документиране на всички заменени компоненти и актуализиране на записа за жизнения цикъл на VCB
Коригиращи фактори на околната среда
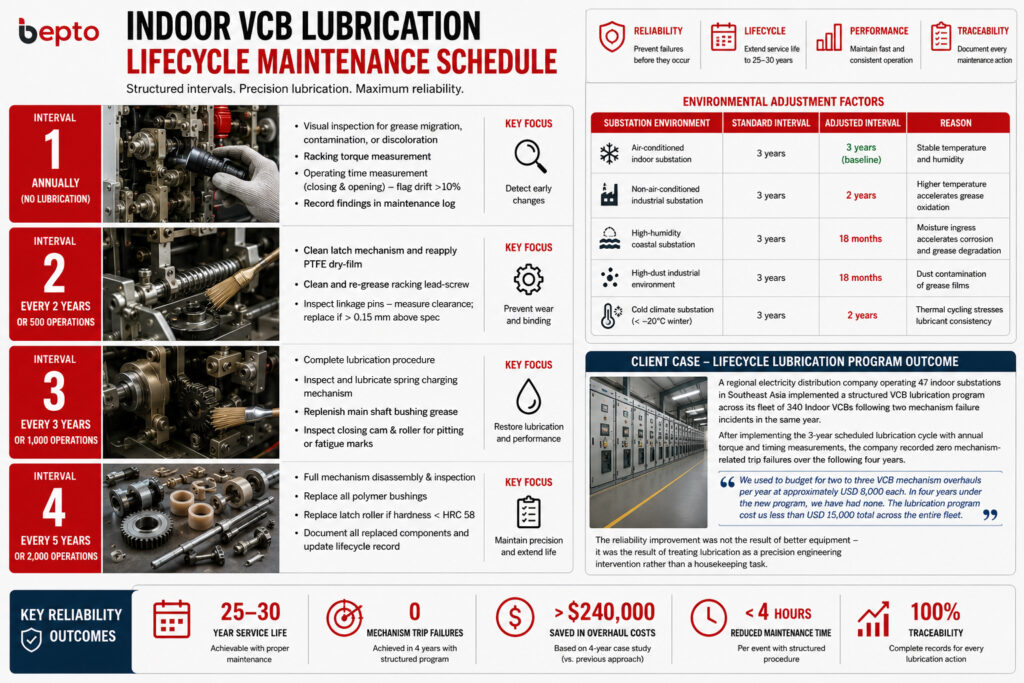
| Околна среда на подстанцията | Стандартен интервал | Коригиран интервал | Причина |
|---|---|---|---|
| Климатизирана закрита подстанция | 3 години | 3 години (изходно ниво) | Стабилна температура и влажност |
| Индустриална подстанция без климатизация | 3 години | 2 години | По-високата температура ускорява окисляването на смазката |
| Крайбрежна подстанция с висока влажност | 3 години | 18 месеца | Навлизането на влага ускорява корозията и разграждането на смазката |
| Индустриална среда с високо съдържание на прах | 3 години | 18 месеца | Прахово замърсяване на мазните филми |
| Подстанция със студен климат (< -20°C през зимата) | 3 години | 2 години | Термичният цикъл натоварва консистенцията на смазочните материали |
Пример за поле: Резултати от структурираната програма за смазване
Регионална електроразпределителна компания, експлоатираща 47 закрити подстанции в Югоизточна Азия, прилага структурирана програма за смазване на VCB в своя парк от 340 закрити VCB след два инцидента с повреда на механизма през същата година. Преди въвеждането на програмата смазването се е извършвало конюнктурно - когато механизмът е показвал признаци на скованост или когато е имало достъп до прекъсвача за друга поддръжка. След въвеждането на 3-годишния планиран цикъл на смазване с годишни измервания на въртящия момент и времето, компанията регистрира нулеви откази на механизма през следващите четири години. Ръководителят на поддръжката докладва: “Досега отделяхме средства за два до три ремонта на механизмите на VCB годишно, всеки от които струваше приблизително 8000 USD. За четири години по новата програма не сме имали нито един. Програмата за смазване ни струва по-малко от 15 000 USD общо за целия автопарк.” Подобряването на надеждността не е резултат от по-добро оборудване - то е резултат от третирането на смазването като прецизна инженерна намеса, а не като задача за поддържане на чистотата.
Заключение
Смазването на работния механизъм е инвестицията с най-висока възвръщаемост за поддръжка, която може да се направи за надеждността на VCB в подстанции средно напрежение. Компонентите са добре дефинирани, спецификациите на смазочните материали са точни, процедурата е структурирана и повторяема, а графикът на жизнения цикъл е лесен за изпълнение. Това, което отличава подстанциите с постоянен 30-годишен експлоатационен живот на VCB от тези с повтарящи се повреди на механизмите, не е само качеството на оборудването - това е дисциплината за прилагане на правилния смазочен материал, на правилния компонент, на правилния интервал, с правилната процедура за проверка. В подстанция за средно напрежение едно правилно изпълнено приложение за смазване на стойност 30 USD е по-ценно за надеждността на системата, отколкото подмяна на компонент на стойност 3000 USD, извършена след като повредата вече е възникнала.
Често задавани въпроси относно смазването на работния механизъм на VCB на закрито
Въпрос: Колко често трябва да се смазва работният механизъм на VCB в стандартна вътрешна среда на подстанция?
A: Пълна процедура за смазване трябва да се извършва на всеки 3 години или 1000 операции, което от двете настъпи първо, в стандартна климатизирана закрита подстанция. При висока влажност, високо съдържание на прах или неклиматизирана среда се изисква съкратен интервал от 18-24 месеца.
В: Защо е забранена употребата на силиконова грес в работните механизми на VCB на закрито?
A: Силиконовата грес мигрира върху първичните контактни повърхности, като намалява проводимостта на контакта и увеличава контактното съпротивление. Освен това тя е несъвместима с някои еластомерни уплътнения в сглобката на механизма и не осигурява достатъчна якост на филма за високонатоварените интерфейси на гърбицата и ключалката.
Въпрос: Каква е правилната смазка за механизма на ключалката в работния механизъм на VCB на закрито?
A: Ролката на ключалката и повърхността на зацепване се нуждаят от смазка на базата на сух филм на PTFE - не от грес. Натрупването на грес по повърхността на зацепване на ключалката променя ефективната дълбочина на зацепване (обикновено 0,3-0,8 mm), като създава риск от неприятно задействане при вибрации или намалява надеждността на задействане при неизправности.
Въпрос: Как екипът за поддръжка на подстанцията може да открие недостатъчното смазване, преди да възникне повреда на механизма?
A: Годишните измервания на работното време (време за затваряне и отваряне) и измерванията на въртящия момент на стелажите спрямо базовите стойности при пускане в експлоатация са двата най-надеждни ранни индикатора. Отклонение на времето за затваряне или отваряне, надвишаващо 10% от базовите стойности, или надвишаване на въртящия момент на рейка с 30% от базовите стойности, показва влошаване на смазването, което изисква намеса.
Въпрос: Смазването на работния механизъм на VCB за вътрешно приложение отменя ли гаранцията на производителя или сертификацията IEC?
A: Не - при условие че смазването се извършва с посочените от производителя видове смазочни материали и се спазва документираната процедура за поддръжка. Използването на неспецифицирани смазочни материали (особено смазки на петролна основа или силиконови съединения) може да доведе до отпадане на гаранционното покритие за повреди на механизма и е в противоречие с изискванията за поддръжка по IEC 62271-100.
-
“Въведение в порестите метални лагери”,https://sdp-si.com/Design-Data/Porous-Metal-Bearings.php. [Порестите лагери от спечен метал съхраняват смазочен материал във взаимосвързана мрежа от кухини, които представляват 15-25% от общия обем на лагера; този ограничен вътрешен резервоар се изчерпва чрез капилярно освобождаване по време на въртене на вала, което изисква периодично допълване.] Роля на доказателството: механизъм; Тип източник: промишленост. Подкрепа: Твърдението, че обикновените бронзови втулки запазват смазка в своята пореста структура, но изискват повторно смазване на всеки 3-5 години, тъй като вътрешният резервоар за масло се изчерпва. ↩
-
“Добавки за екстремно налягане в трансмисионни масла”,https://www.machinerylubrication.com/Read/1406/extreme-pressure-additives. [EP добавките образуват химически свързан защитен филм върху метални повърхности, подложени на голямо контактно натоварване, като предотвратяват износването на лепилото и умората от питинг на повърхността, когато филмът на базовото масло вече не може да издържи на приложеното натоварване.] Роля на доказателството: механизъм; Тип източник: промишленост. Подкрепа: В резултат на проведените изследвания е установено, че е необходимо да се направи оценка на въздействието на продукта: Спецификацията, според която интерфейсът между кула и ролка, подложен на високо контактно напрежение по време на затварящия ход, изисква смазочен материал с възможност за добавяне на ЕП, за да се предотврати умората на повърхността. ↩
-
“Обяснения за смазочните материали на база полиалфаолефини (PAO)”,https://www.machinerylubrication.com/Read/31106/polyalphaolefin-pao-lubricants. [Базовите масла от PAO не съдържат восък и имат температура на застиване до -50°С до -60°С, което позволява течливост на смазката и бързо движение на механизмите при отрицателни температури, когато смазките на основата на минерални масла биха увеличили вискозитета си и биха ограничили движението.] Роля на доказателството: статистическо; Тип източник: индустрия. Подкрепя: Изискването смазочните материали за механизмите на VCB да остават течни при минимум -25 °C и при -40 °C за подстанции със студен климат. ↩
-
“Съвместимост на материалите за смазки и масла”,https://www.nyelubricants.com/material-compatibility. [Нефтените въглеводородни базови масла са химически несъвместими с инженерни полимери, включително полиамид, ацетал (POM) и PTFE, като причиняват набъбване и изкривяване на размерите при продължително контактно въздействие, особено при повишени температури.] Роля на доказателството: механизъм; Тип източник: промишленост. Подкрепа: Забраната за използване на смазки на петролна основа в механизмите на VCB, съдържащи полимерни компоненти от PA, POM и PTFE, както и посоченият срок за влошаване от 12-24 месеца. ↩
-
“Молибденов дисулфид - Уикипедия”,https://en.wikipedia.org/wiki/Molybdenum_disulfide. [MoS₂ е полупроводников материал; неговата форма на частици провежда електричество, което прави смазочните материали, съдържащи MoS₂, неподходящи за използване в близост до контактни повърхности под напрежение или изолационни компоненти в електрически разпределителни устройства, където проводимостта може да доведе до повреда на диелектрика или проследяване.] Роля на доказателството: механизъм; Тип на източника: изследване. Подкрепа: В резултат на проведените изследвания е установено, че е налице опасност за здравето на хората: Забраната за използване на MoS₂ смазки в близост до първични контактни повърхности и изолационни компоненти в работни механизми на закрити VCB. ↩
