

Спросите любого инженера по обслуживанию подстанций, какое единственное мероприятие позволило предотвратить наибольшее количество отказов крытых распределительных устройств за всю их карьеру, и ответ почти никогда не будет заключаться в капитальном ремонте или замене компонентов. Это смазка - нанесенная правильно, на нужные компоненты, с использованием нужного материала, с нужным интервалом. Однако на подстанциях среднего напряжения по всему миру смазка рабочего механизма остается одной из наиболее непоследовательно выполняемых задач технического обслуживания во всей программе надежности МВ. Команды либо перебарщивают с неправильной смазкой, создавая загрязнения, которые ускоряют износ, либо недосмазывают из-за небрежности, допуская контакт металла с металлом, который постепенно разрушает прецизионные обработанные поверхности. Правильно выполненная программа смазки для рабочего механизма внутреннего VCB - это не рутинная работа по уборке помещения, а первичное мероприятие по обеспечению надежности, от которого напрямую зависит, сработает ли выключатель за 25 миллисекунд или не сработает вообще. В этом руководстве представлена полная техническая база: какие компоненты требуют смазки, какие материалы необходимо использовать, как выполнить процедуру и как составить график обслуживания на весь срок службы, поддерживающий надежность подстанции в течение 30 лет.
Оглавление
- Какие компоненты рабочего механизма требуют смазки в крытом VCB?
- Какие спецификации смазочных материалов применяются к механизмам VCB среднего напряжения?
- Как выполнить полную процедуру смазки рабочего механизма?
- Как построить график смазки на весь срок службы для обеспечения надежности подстанций VCB?
Какие компоненты рабочего механизма требуют смазки в крытом VCB?

Рабочий механизм Indoor VCB представляет собой прецизионную кинематическую систему - тщательно продуманную последовательность рычагов, кулачков, защелок и тяг, которые должны преобразовывать накопленную энергию (пружинную или магнитную) в контролируемое перемещение контактов в течение определенного времени. Каждый фрикционный интерфейс в этой системе является потенциальной точкой отказа, и каждая точка отказа требует смазки. Понимание того, какие компоненты нуждаются в смазке - и почему - является основой эффективной программы технического обслуживания. Произвольное нанесение смазки на видимые металлические поверхности - это не смазочное обслуживание, а загрязнение.
Компоненты первичного механизма и требования к их смазке
1. Главный рабочий вал и подшипники
Главный вал передает вращательное усилие от энергоаккумулирующего элемента (пружины или магнитного привода) к контактной приводной тяге. В зависимости от поколения конструкции VCB он работает либо в бронзовых втулках скольжения, либо в шарикоподшипниках с уплотнением.
- Втулки из простой бронзы: требуют периодического пополнения смазки - материал втулки пористый и удерживает смазку, но за 3-5 лет эксплуатации этот резервуар истощается1
- Шарикоподшипники с уплотнениями: в современных конструкциях смазываются на весь срок службы на заводе - не требуют смазки на месте, но должны проверяться на целостность уплотнения
2. Защелка и механизм отключения
Узел защелки является наиболее критичным местом смазки во всем механизме. Он состоит из ролика защелки из закаленной стали, входящего в зацепление с поверхностью защелки и удерживаемого пружиной защелки. Геометрия зацепления обычно рассчитана на глубину зацепления защелки 0,3 мм - 0,8 мм - допуск, который делает этот интерфейс чрезвычайно чувствительным к толщине смазочной пленки.
- Слишком мало смазки: увеличивается трение ролика защелки, что требует большего усилия катушки срабатывания для разблокировки - это приводит к замедлению времени срабатывания или отказу от срабатывания
- Слишком много смазки: излишки смазки попадают на поверхность защелки, уменьшая эффективную глубину зацепления и вызывая неприятные срабатывания при вибрации
3. Закрывающий кулачок и ролик
Закрывающий кулачок преобразует вращательное движение вала в линейное движение контактного привода. Сопряжение кулачок-ролик работает в условиях высокого контактного напряжения во время хода закрытия и требует смазочного материала с достаточным количеством присадок для предотвращения усталости поверхности.2
4. Штифты и шарнирные соединения
Каждое штифтовое соединение в рабочем механизме является интерфейсом трения скольжения. Типичный пружинный механизм Indoor VCB содержит 8-14 штифтовые соединения в зависимости от сложности конструкции. Каждый штифт работает в бронзовой или полимерной втулке и требует тонкой, равномерной смазочной пленки.
5. Винты и направляющие для такелажа
Как уже говорилось в предыдущем техническом анализе, механизм стеллажа требует специальной синтетической смазки как на фланцах резьбы ведущего винта, так и на контактных поверхностях направляющих - отдельно от смазки механизма управления.
6. Пружинный механизм зарядки (только для VCB пружинного типа)
Узел зарядки пружины с приводом от двигателя включает в себя червячную передачу, храповой механизм и направляющую трубку пружины - все они требуют смазки независимо от основного рабочего механизма.
Краткая информация о смазке компонентов
| Компонент | Тип смазки | Интервал | Критический параметр |
|---|---|---|---|
| Втулки скольжения главного вала | Синтетическая смазка (NLGI 1-2) | 3 года | Непрерывность фильма |
| Ролик защелки и поверхность | Тонкая сухая пленочная смазка | 2 года | Контроль толщины пленки |
| Закрывающийся кулачок и ролик | Синтетическая смазка EP (NLGI 2) | 3 года | Рейтинг присадок EP |
| Штифты тяг и шарнирные соединения | Синтетическая смазка (NLGI 1) | 3 года | Полный охват контактов |
| Такелажный винт | PTFE или смазка с литиевым комплексом | 1-2 года | Покрытие боковой поверхности резьбы |
| Пружинная зарядка червячной передачи | Синтетическое трансмиссионное масло или смазка NLGI 2 | 3 года | Соответствие класса вязкости |
| Закрытые шарикоподшипники | Без смазки в полевых условиях | Проверяйте только уплотнения | Целостность уплотнения |
Какие спецификации смазочных материалов применяются к механизмам VCB среднего напряжения?

Выбор смазочного материала для рабочих механизмов VCB определяется тремя инженерными ограничениями, которые исключают из рассмотрения большинство смазочных материалов общего назначения: диапазон рабочих температур, совместимость материалов и требования к функциональной точности. Неправильный выбор - самая распространенная причина отказов механизмов на подстанциях, вызванных смазкой.
Три управляющих фактора
Ограничение 1: Диапазон рабочих температур
Внутренние помещения подстанций подвергают механизмы VCB воздействию более широкого диапазона температур, чем большинство специалистов по техническому обслуживанию. В помещении распределительного устройства на промышленной подстанции, расположенной в тропиках, летом температура окружающей среды может достигать 55 °C; в том же помещении на подстанции с северным климатом зимой может быть -15 °C. Рабочий механизм должен надежно функционировать во всем этом диапазоне, что означает, что смазочный материал должен сохранять достаточную вязкость при низкой температуре и достаточную прочность пленки при высокой температуре.
- Необходимые низкотемпературные характеристики: смазка должна оставаться жидкой при температуре не ниже -25°C (-40°C для подстанций с холодным климатом)3
- Требуемые высокотемпературные характеристики: смазка должна сохранять консистенцию класса NLGI при +70°C (температура поверхности механизма при многократной эксплуатации)
Ограничение 2: Совместимость материалов
Механизмы управления VCB содержат полимерные компоненты - направляющие втулки, изолирующие прокладки, изоляцию проводов, - которые химически несовместимы со смазочными материалами на основе нефти. Нефтяные углеводороды вызывают набухание и искажение размеров компонентов из полиамида (PA), полиоксиметилена (POM) и политетрафторэтилена (PTFE) в течение 12-24 месяцев контактного воздействия.4
Ограничение 3: Требования к функциональной точности
Механизм защелки и тяга отключения работают в пределах допусков на размеры 0,1-0,5 мм. Смазка, которая мигрирует, отделяется или накапливается в результате многократных циклов применения, изменяет эффективные зазоры в этих прецизионных интерфейсах, изменяя время срабатывания таким образом, который невозможно обнаружить без оборудования для измерения времени.
Утвержденные категории смазочных материалов
Категория A: Синтетическая литиево-комплексная смазка (NLGI Grade 1-2)
- Базовое масло: Полиальфаолефин (ПАО) или синтетический эфир
- Рабочий диапазон: от -40°C до +150°C
- Применение: Втулки главного вала, замыкающий кулачок, штифты навесного оборудования
- Ключевые свойства: Низкая скорость истечения, стабильная консистенция в диапазоне температур
- Пример спецификации: Mobilgrease XHP 222 или эквивалентный литий-комплекс на основе ПАО
Категория B: Сухое пленочное смазочное средство на основе ПТФЭ
- Форма: Аэрозоль или паста с твердыми частицами смазки PTFE
- Рабочий диапазон: от -60°C до +200°C
- Области применения: Ролик защелки, поверхность зацепления защелки, прецизионные поверхности скольжения
- Основные свойства: Контролируемая толщина пленки, отсутствие миграции, совместимость со всеми полимерами
- Важнейшее преимущество: Не изменяет геометрию зацепления защелки из-за образования наростов
Категория C: Синтетическое трансмиссионное масло или консистентная смазка NLGI 2 с EP-присадками
- Базовое масло: Синтетическое PAO с пакетом присадок для экстремальных условий эксплуатации
- Области применения: Червячная передача с пружинной зарядкой, высоконагруженные поверхности кулачков
- Ключевое свойство: EP-добавки предотвращают усталость поверхности при высоких контактных нагрузках
Смазочные материалы, которые ни в коем случае нельзя использовать в механизмах VCB
- Смазки на нефтяной основе (смазка для автомобильных шасси, общая смазка для подшипников): воздействуют на полимерные втулки, карбонизируются при повышенной температуре
- Силиконовая смазка: Мигрирует на контактные поверхности, снижает проводимость контактов и несовместим с некоторыми эластомерными уплотнениями
- WD-40 или проникающие масла: Вытесняют существующие смазочные пленки, не обеспечивают длительного смазывания и оставляют остатки, которые притягивают пыль
- Противозадирные составы на основе меди: электропроводящие, несовместимые с изолирующими поверхностями и слишком вязкие для точных сопряжений с механизмами
- Смазки с дисульфидом молибдена (MoS₂): Частицы MoS₂ являются электропроводящими и не должны использоваться вблизи контактных поверхностей или изолирующих компонентов5
Как выполнить полную процедуру смазки рабочего механизма?

Полная процедура смазки рабочего механизма выключателя внутреннего исполнения представляет собой структурированную последовательность действий, а не произвольное нанесение смазки на видимые поверхности. Последовательность имеет значение, поскольку некоторые компоненты должны быть очищены перед смазкой, некоторые должны смазываться в определенном порядке, чтобы избежать загрязнения соседних поверхностей, а некоторые требуют проверки работоспособности после смазки, прежде чем выключатель будет возвращен в эксплуатацию.
Требования безопасности перед процедурой
Перед началом любых смазочных работ на подстанции VCB:
- Убедитесь, что выключатель находится в изолированном положении - первичные и вторичные контакты полностью разомкнуты, грузовик выведен из кабины или установлен на стеллаж в изолированное положение
- Применяйте защитное заземление к первичной цепи с обеих сторон от места установки выключателя в соответствии с процедурой заземления подстанции
- Пружина закрытия разгрузки - пружина должна находиться в разряженном (незаряженном) состоянии перед любым доступом к механизму; заряженная пружина накапливает достаточно энергии, чтобы нанести серьезную травму при неожиданном освобождении
- Блокировка / отключение цепь зарядки двигателя и цепи управления отключением/закрытием
- Подтвердите положение контактов вакуумного прерывателя - во время работы механизма выключатель должен находиться в положении разомкнутого контакта
Пошаговая процедура смазывания
Шаг 1: Удалите отработанную смазку
Старая смазка должна быть удалена перед нанесением новой - нанесение свежей смазки на деградировавший материал не восстанавливает смазочные характеристики; она разбавляет новую смазку и задерживает абразивные частицы износа.
- Используйте одобренный производителем растворитель (изопропиловый спирт или синтетический очиститель) с помощью безворсовой ткани или ватных тампонов.
- Очистите все штифтовые соединения, поверхности кулачков и подшипников вала до чистого металла
- Дайте растворителю полностью испариться перед нанесением нового смазочного материала (не менее 15 минут).
- Не используйте сжатый воздух для ускорения сушки - пары растворителя в воздухе в закрытом помещении распределительного устройства представляют опасность для здоровья и пожара.
Шаг 2: Смажьте штифты тяг и шарнирные соединения
- Нанесите синтетическую литиевую комплексную смазку категории A (NLGI 1) на каждый штифт с помощью тонкого наконечника для смазки или ватного тампона
- Целевое применение: тонкая сплошная пленка на поверхности штифта, толщина пленки примерно 0,1 мм - 0,2 мм
- Поверните каждый палец на полный диапазон движения после нанесения, чтобы равномерно распределить смазку по контактной поверхности втулки.
- Удалите излишки смазки с концов штифтов - во время работы излишки материала мигрируют на соседние изоляционные поверхности
Шаг 3: Смазка закрывающего кулачка и ролика
- Нанесите синтетическую смазку категории C EP на контактную поверхность кулачка с помощью небольшой кисточки - покрытие должно распространяться на всю ширину профиля кулачка
- Нанесите тонкий слой на внешнюю поверхность валика
- Вручную проведите механизм через один ход закрытия (пружина разряжена, без электричества), чтобы убедиться в плавном зацеплении кулачка с роликом
Шаг 4: Смазка втулок главного вала
- Для втулок из простой бронзы: впрысните смазку категории A через пресс-масленку (если она установлена) или нанесите непосредственно на сопряжение вал-втулка с помощью тонкого аппликатора - не переполняйте; для резервуара втулки требуется всего 0,5 см³ - 1,0 см³ смазки на одно применение
- Для шарикоподшипников с уплотнением: проверяйте только целостность уплотнения - не наносите внешнюю смазку; нарушенное уплотнение требует замены подшипника, а не дополнительной смазки
Шаг 5: Смажьте механизм защелки
Это самый точный этап процедуры, требующий наибольшей дисциплины:
- Очистите ролик защелки и поверхность зацепления защелки до чистого металла
- Нанесите сухую пленочную смазку PTFE категории B одним тонким слоем - аэрозольное нанесение с расстояния 150 мм позволяет получить пленку нужной толщины
- Перед сборкой дайте растворителю полностью испариться (10-15 минут).
- Не наносите смазку на поверхность защелки - образование жировой пленки на этой поверхности изменяет глубину зацепления защелки и создает опасность срабатывания
Шаг 6: Смажьте пружинный механизм заряда (VCB пружинного типа)
- Нанесите синтетическое трансмиссионное масло категории C или смазку NLGI 2 EP на зубья червячной передачи с помощью маленькой кисточки.
- Проверьте зубья храповой щеколды и храпового колеса на предмет износа - смажьте смазкой категории А, но замените, если износ зубьев превышает 20% от первоначальной глубины профиля
- Убедитесь, что направляющая трубка пружины чистая, и нанесите тонкий слой смазки категории A на внутреннюю поверхность направляющей трубки
Шаг 7: Функциональная проверка после смазки
Перед возвращением прерывателя в эксплуатацию выполните следующую последовательность проверок:
- Вручную зарядите закрывающую пружину и убедитесь в плавном движении заряда без заеданий или неравномерного сопротивления
- Выполните одну операцию электрического закрытия и измерьте время закрытия - оно должно быть в пределах ±10% от заводского базового уровня
- Выполните одно электрическое отключение и измерьте время открытия - оно должно быть в пределах ±10% от заводского базового уровня
- Измерьте сопротивление первичного контакта в рабочем положении - должно быть в пределах базовой линии ±2 мкОм
- Выполните один полный цикл установки стоек (изолированные → испытание → обслуживание → испытание → изолированные) и измерьте крутящий момент на стойках - он должен быть в пределах базового уровня ±30%
Распространенные ошибки при выполнении смазки
- Чрезмерное обезжиривание штифтовых соединений: Избыток смазки вытекает во время работы механизма и попадает на изоляционные поверхности, создавая пути слежения, которые снижают диэлектрическую прочность
- Смазка подшипников с уплотнениями: Выдавливание смазки через уплотнения подшипников приводит к давлению на полость подшипника, вытесняя заводскую смазку и загрязняя ее материалом, нанесенным в полевых условиях
- Пропуск этапа очистки: Это самый распространенный способ, используемый в условиях дефицита времени при обслуживании подстанций, и тот, который чаще всего приводит к преждевременному повторному загрязнению.
- Использование аэрозольного PTFE на поверхностях кулачков: Сухая пленка PTFE не обеспечивает достаточной несущей способности для высоких контактных напряжений на стыке кулачка и ролика - используйте здесь смазку EP, а не сухую пленку
Как построить график смазки на весь срок службы для обеспечения надежности подстанций VCB?
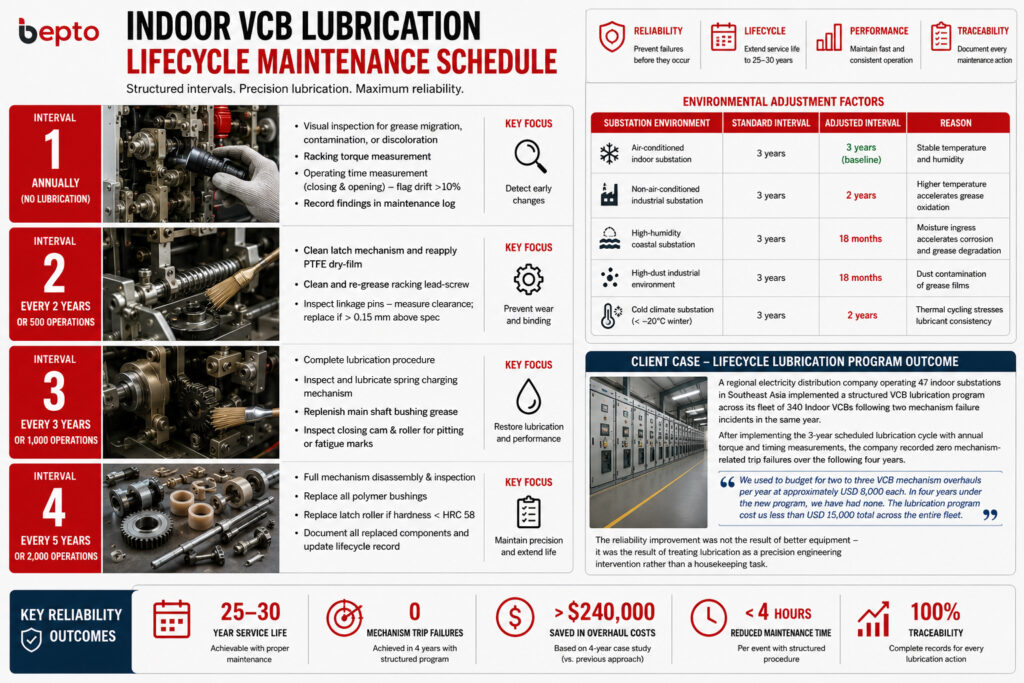
Однократное мероприятие по смазке, каким бы качественным оно ни было, не обеспечит надежность VCB в течение 25-30-летнего срока службы. Для обеспечения надежности необходим структурированный график жизненного цикла, учитывающий частоту эксплуатации, условия окружающей среды и скорость деградации различных типов смазочных материалов в условиях подстанции.
Схема графика смазки на протяжении всего жизненного цикла
Интервал 1: Ежегодный осмотр (без смазки)
- Визуальный осмотр доступных поверхностей механизма на предмет миграции смазки, загрязнения или обесцвечивания
- Измерение крутящего момента такелажа и сравнение с базовым уровнем
- Измерение времени работы (закрытие и открытие) - отметьте любое отклонение > 10% от базовой линии для исследования при следующем плановом техническом обслуживании
- Зафиксируйте результаты проверки в журнале технического обслуживания VCB
Интервал 2: каждые 2 года или 500 операций
- Полная очистка механизма защелки и повторное нанесение сухой пленки PTFE
- Очистка и повторное смазывание винтов стоек с помощью PTFE или литиевой комплексной смазки
- Проверка пальца тяги - измерьте диаметр пальца и внутренний диаметр втулки; замените, если зазор превышает 0,15 мм от проектной спецификации
Интервал 3: каждые 3 года или 1 000 операций
- Выполните процедуру смазки, как описано в разделе III
- Проверка и смазка пружинного механизма заряда
- Замена смазки втулки главного вала
- Проверка поверхности закрывающих кулачков и роликов на наличие точечных повреждений или усталостных следов
Интервал 4: каждые 5 лет или 2 000 операций
- Полная разборка и проверка механизма
- Заменяйте все полимерные втулки независимо от измеренного износа - ползучесть полимера в течение 5 лет в условиях подстанции приводит к смещению размеров, которое не всегда можно обнаружить только измерением зазора
- Замените ролик защелки, если твердость поверхности уменьшилась (тест на твердость по Роквеллу - минимум HRC 58 для роликов защелки из закаленной стали)
- Документирование всех замененных компонентов и обновление записей о жизненном цикле VCB
Факторы корректировки окружающей среды
| Окружающая среда подстанции | Стандартный интервал | Скорректированный интервал | Причина |
|---|---|---|---|
| Внутренняя подстанция с кондиционированием воздуха | 3 года | 3 года (исходный уровень) | Стабильная температура и влажность |
| Промышленная подстанция без кондиционирования воздуха | 3 года | 2 года | Повышенная температура ускоряет окисление смазки |
| Прибрежная подстанция с высокой влажностью | 3 года | 18 месяцев | Попадание влаги ускоряет коррозию и разрушение смазки |
| Промышленная среда с высоким содержанием пыли | 3 года | 18 месяцев | Загрязнение смазочных пленок пылью |
| Подстанция с холодным климатом (зимой < -20°C) | 3 года | 2 года | Термоциклирование подвергает нагрузке консистенцию смазки |
Полевой пример: Результаты структурированной программы смазки
Региональная электрораспределительная компания, эксплуатирующая 47 внутренних подстанций в Юго-Восточной Азии, внедрила структурированную программу смазки VCB на своем парке из 340 внутренних VCB после двух случаев отказа механизмов в одном и том же году. До внедрения программы смазка производилась по обстоятельствам - когда механизм проявлял признаки жесткости или когда выключатель был доступен для другого технического обслуживания. После внедрения 3-летнего цикла плановой смазки с ежегодными измерениями крутящего момента и времени компания зафиксировала нулевое количество отказов, связанных с отключением механизма, в течение последующих четырех лет. Менеджер по техническому обслуживанию сообщил: “Раньше мы закладывали в бюджет два-три капитальных ремонта механизмов VCB в год стоимостью около 8 000 долларов США каждый. За четыре года работы по новой программе мы не сделали ни одного. Программа смазки обошлась нам менее чем в 15 000 долларов США на весь парк”.” Повышение надежности было достигнуто не за счет улучшения оборудования, а благодаря тому, что к смазке стали относиться как к прецизионному инженерному вмешательству, а не как к хозяйственной задаче.
Заключение
Смазка рабочего механизма - это наиболее выгодная инвестиция в техническое обслуживание для обеспечения надежности крытых распределительных устройств на подстанциях среднего напряжения. Компоненты хорошо определены, спецификации смазочных материалов точны, процедура структурирована и повторяема, а график жизненного цикла прост в реализации. Подстанции с постоянным 30-летним сроком службы VCB отличаются от подстанций с повторяющимися отказами механизмов не только качеством оборудования, но и дисциплиной, позволяющей наносить правильную смазку на правильный компонент, с правильным интервалом, с правильной процедурой проверки. На подстанции среднего напряжения правильное применение смазки стоимостью 30 долларов США повышает надежность системы по сравнению с заменой компонентов стоимостью 3 000 долларов США, произведенной после того, как отказ уже произошел.
Вопросы и ответы о смазке рабочего механизма VCB в помещении
Вопрос: Как часто необходимо смазывать рабочий механизм внутреннего VCB в стандартных условиях внутренней подстанции?
A: Процедуру полной смазки следует выполнять каждые 3 года или 1000 операций, в зависимости от того, что наступит раньше, на стандартной крытой подстанции с кондиционированием воздуха. В условиях повышенной влажности, высокой запыленности или без кондиционирования воздуха необходимо сократить интервал до 18-24 месяцев.
В: Почему силиконовая смазка запрещена для использования в рабочих механизмах Indoor VCB?
A: Силиконовая смазка мигрирует на первичные контактные поверхности, снижая проводимость контактов и увеличивая их сопротивление. Она также несовместима с некоторыми эластомерными уплотнениями в узле механизма и обеспечивает недостаточную прочность пленки для высоконагруженных интерфейсов кулачков и защелок.
Вопрос: Какая смазка подходит для механизма защелки в рабочем механизме Indoor VCB?
A: Для ролика защелки и поверхности зацепления требуется сухая пленочная смазка на основе ПТФЭ, а не консистентная. Скопление смазки на поверхности защелки изменяет эффективную глубину зацепления (обычно 0,3-0,8 мм), создавая опасность срабатывания при вибрации или снижая надежность срабатывания в условиях неисправности.
Вопрос: Как команда по обслуживанию подстанций может обнаружить недостаточную смазку до того, как произойдет отказ механизма?
A: Годовые измерения времени работы (время закрытия и открытия) и измерение крутящего момента на стойке по сравнению с исходными данными при вводе в эксплуатацию являются двумя наиболее надежными ранними индикаторами. Отклонение времени закрытия или открытия более чем на 10% от базового уровня или превышение крутящего момента на стойке над базовым уровнем на 30% указывает на ухудшение смазки, требующее вмешательства.
В: Является ли смазывание рабочего механизма Indoor VCB нарушением гарантии производителя или сертификации IEC?
A: Нет - при условии, что смазка выполняется с использованием указанных производителем типов смазочных материалов и в соответствии с документированной процедурой технического обслуживания. Использование нестандартных смазочных материалов (в частности, смазок на нефтяной основе или силиконовых соединений) может привести к аннулированию гарантии на повреждения механизма и противоречит требованиям IEC 62271-100 к техническому обслуживанию.
-
“Введение в пористые металлические подшипники”, https://sdp-si.com/Design-Data/Porous-Metal-Bearings.php.. [Пористые подшипники из спеченного металла хранят смазку во взаимосвязанной сети пустот, составляющих 15-25% от общего объема подшипника; этот ограниченный внутренний резервуар истощается за счет капиллярного выброса при вращении вала, требуя периодического пополнения]. Роль доказательства: механизм; Тип источника: промышленность. Поддерживает: Утверждение о том, что втулки из простой бронзы сохраняют смазку в своей пористой структуре, но требуют повторной смазки каждые 3-5 лет по мере истощения внутреннего масляного резервуара. ↩
-
“Присадки для экстремальных давлений в трансмиссионных маслах”, https://www.machinerylubrication.com/Read/1406/extreme-pressure-additives. [EP-присадки образуют химически связанную защитную пленку на металлических поверхностях при высоких контактных нагрузках, предотвращая адгезионный износ и точечную усталость поверхности, когда пленка базового масла больше не может выдерживать приложенную нагрузку]. Роль доказательства: механизм; Тип источника: промышленность. Поддерживает: Уточнение, что для сопряжения кулачка с роликом, находящегося под высоким контактным напряжением во время хода закрытия, требуется смазочный материал с присадками EP для предотвращения усталости поверхности. ↩
-
“Объяснения о полиальфаолефиновых (ПАО) смазочных материалах”, https://www.machinerylubrication.com/Read/31106/polyalphaolefin-pao-lubricants.. [Базовые масла ПАО не содержат парафинов и имеют температуру застывания до -50-60°C, что обеспечивает текучесть смазки и быстрое движение механизмов при отрицательных температурах, когда смазки на основе минеральных масел увеличивают вязкость и ограничивают движение]. Роль доказательства: статистика; Тип источника: промышленность. Поддерживает: Требование о том, что смазочные материалы для механизмов VCB должны оставаться текучими как минимум при -25°C, а для подстанций с холодным климатом - при -40°C. ↩
-
“Совместимость материалов смазки и масла”, https://www.nyelubricants.com/material-compatibility. [Нефтяные углеводородные базовые масла химически несовместимы с инженерными полимерами, включая полиамид, ацеталь (POM) и PTFE, вызывая набухание и искажение размеров при длительном контакте, особенно при повышенных температурах]. Роль доказательства: механизм; Тип источника: промышленность. Поддерживает: Запрет на использование смазок на нефтяной основе в механизмах VCB, содержащих полимерные компоненты PA, POM и PTFE, и указанный срок износа 12-24 месяца. ↩
-
“Дисульфид молибдена - Википедия”,https://en.wikipedia.org/wiki/Molybdenum_disulfide. [MoS₂ является полупроводниковым материалом; его частицы проводят электричество, что делает смазочные материалы, содержащие MoS₂, непригодными для использования вблизи контактных поверхностей под напряжением или изоляционных компонентов в электрических распределительных устройствах, где проводимость может привести к разрушению диэлектрика или слеживанию]. Роль доказательства: механизм; Тип источника: исследование. Поддерживает: Запрет на использование MoS₂ смазок вблизи первичных контактных поверхностей и изоляционных компонентов в рабочих механизмах крытых распределительных устройств. ↩
